  |
| Politica de confidentialitate |
|
|
| • domnisoara hus • legume • istoria unui galban • metanol • recapitulare • profitul • caract • comentariu liric • radiolocatia • praslea cel voinic si merele da aur | |
Procesarea si ambalarea aseptica a produselor alimentare
Procesarea aseptica si
ambalarea au efecte minime asupra mediului inconjurator. Tratamentul UHT, pe de
o parte este o metoda care utilizeaza un consum foarte mic de energie pentru
sterilizarea alimentelor. Ambalarea aseptica, pe de alta parte, este un bun
exemplu al utilizarii rationale a materiilor prime si a energiei de asemenea.
Ambalajele aseptice sunt realizate din hartie (75%), polietilena (20%) si
aluminiu (5%). Hartia, materia prima principala este o resursa care se
regenereaza. Cea mai mare parte din hartia utilizata la producerea ambalajelor
TetraPak provine din paduri care sunt exploatate in mod profesional si
rational. In Scandinavia, de exemplu, cantitatea lemnului nou depaseste
cantitatea lemnului care este taiat pentru hartie, mobila, etc.
Ambalajele aseptice conduc la un consum mai mic de combustibil fosil in timpul
productiei si al distributiei. Inainte ca ambalajele sa fie umplute, ele sunt
transportate sub forma de role de la fabrica producatoare de material de
ambalaj pana la fabrica de ambalare a produselor alimentare. Sunt necesare doar
doua camioane pentru a transporta materialul pentru un milion de ambalaje
aseptice. Pentru a transporta acelasi numar de ambalaje goale, dar pre-formate
sunt necesare 52 de camioane de marfa, adica de 26 de ori mai mult.
Dupa ce se realizeaza operatia de umplere a ambalajelor cu produsul alimentar,
datorita formei lor geometrice deosebite, acestea economisesc foarte mult
spatiu, in drumul lor spre casa consumatorului.
Cartoanele aseptice pot fi de asemenea reciclate, ceea ce reprezinta un nou
mare avantaj pentru mediul inconjurator.
Cu privire la distrugerea acestora, ele ard foarte usor, putand fi utilizate
foarte bine ca sursa de energie in centralele care utilizeaza deseuri ca si
combustibil. De asemenea, ele pot fi foarte usor comprimate, ocupand un spatiu
mic atunci cand se doreste inlaturarea lor.
TetraPak, ca lider mondial in ambalarea aseptica are o politica foarte stricta
in ceea ce priveste protectia mediului inconjurator, prin care se doreste
reducerea la minim a efectelor asupra acestuia realizate de catre ambalajele in
sine sau de procesele care duc la crearea lor. In prezent, mai mult de jumatate
din cele 57 de fabrici producatoare de material de ambalaj sunt certificate cu
standardul ISO 14001 pentru protectia mediului inconjurator, urmarindu-se in
urmatorii ani certificarea tuturor fabricilor cu acest standard.. Documentarea
referitoare la ambalarea aseptica a produselor alimentare contine:
prezentarea principiilor ambalarii aseptice si a implicatiilor acesteia asupra produselor alimentare si a consumatorilor;
prezentarea catorva domenii de utilizare a ambalarii aseptice pentru alimente: ambalarea laptelui sterilizat UHT, ambalarea sucurilor naturale de fructe etc.;
materiale de ambalaj utilizate la ambalare aseptica: sticla, materiale complexe cu proprietati bariera fata de lichide, gaze, microorganisme si lumina;
ambalaje utilizate la ambalarea aseptica a alimentelor: butelii din sticla sterilizate si inchise etans, butelii din materiale plastice bariera, ambalaje termoformate sterilizate, cartoane confectionate din materiale complexe pe baza de carton;
exemple de instalatii de ambalare aseptica: descriere si functionare pentru a evidentia sterilizarea materialului de ambalaj sau a ambalajului cu apa oxigenata si a localiza aplicatia cu PL.
1.Procesarea produselor alimentare
Tetra
Pak dezvolta si furnizeaza o gama larga de solutii si servicii de procesare si
ambalare pentru alimente, precum:lapte, produse lactate, branza, sucuri,
inghetata, supe,etc.
Aceasta inseamna ca expertii Tetra
Pak ofera consultanta si pentru proiecte de anvergura, gen greenfield: de la
echipamente de procesare pana la masini de ambalat, distributie si
automatizare. Pachetul include si servicii de instalare a echipamentelor,
intretinere si asistenta tehnica.
Ce trebuie sa stim despre ambalajul aseptic
Ambalajul
aseptic este format din straturi succesive de carton, folie de aluminiu si
polietilena. Aceasta combinatie confera siguranta si confort in utilizarea
produsului. Fiecare tip de material din compozitia ambalajului are functia sa
specifica in protejarea alimentului.
Combinatia de carton, polietilena si folie de aluminiu variaza in functie de
produsul care se ambaleaza; in toate cazurile insa, singurul material care vine
in contact direct cu produsul este polietilena de uz alimentar.
De pilda, pentru un produs ambalat in Tetra Brik Aseptic avem urmatoarea
combinatie de materiale:
75% hartie din surse regenarabile - pentru a conferi ambalajului fermitate si
stabilitate.
25% polietilena - pentru a preveni recontaminarea produsului cu
micro-organisme, conferind rezistenta la agresiunea factorilor exteriori.
5% aluminiu - bariera in calea patrunderii aerului si luminii, contribuie la
pastrarea gustului si proprietatilor nutritive ale alimentelor.
Laptele, produsele lactate si sucurile de fructe trebuie ambalate in conditii aseptice, pentru a pastra calitatile microbiologice conferite de tratamentul termic aplicat. Sistemele Tetra Pak asigura o ambalare in conditii de maxima igiena si siguranta. Produsul este transportat la masina de ambalat intr-un sistem inchis, presterilizat si apoi dozat aseptic in ambalaje care se formeaza in interiorul masinii.Umplerea are loc in zona aseptica a masinii, sterilizarea ambalajului fiind asigurata prin presurizare cu aer steril. Zona aseptica a masinii in care se realizeaza umplerea este mica, cu putine elemente in miscare. Acesta este un factor foarte important care contribuie la integritatea intregului sistem.Cutiile sunt inchise sub nivelul lichidului, fiind astfel complet umplute; in acest fel, continutul este total protejat impotriva oxidarii si in acelasi timp ambalajul este utilizat cu eficienta maxima. Pentru produsele care trebuie agitate, exista posibilitatea umplerii incomplete a cutiilor.
Tehnologia aseptica a fost considerata de catre Institutul American de Tehnologie Alimentara, ca fiind cea mai importanta inovatie in ultimii 50 de ani, in domeniul industriei de profil.
Sisteme de Ambalare(clasificare.descriere)
Tetra
Pak ofera o gama larga de sisteme de ambalare, precum si material de ambalat,
atat pentru produse aseptice cat si pasteurizate.
Principalele aplicatii pentru sistemele Tetra Pak sunt: lapte si produse
lactate, sucuri, vin, apa, supe, etc.
Sistemele de ambalare oferite de Tetra Pak sunt urmatoarele:
1.Tetra Classic si Tetra Classic Aseptic
Lansat in 1952,
ambalajul in forma de tetraedru necesita minimum de material. In anii '
Ambalajul Tetra Classic Aseptic a fost lansat in
Tetra Brik si Tetra Brik Aseptic
Datorita formei
compacte, ambalajul de forma paralelipipedica Tetra Brik este foarte usor de
manuit si depozitat. Dimensiunile sale sunt conforme cu standardele internationale
de paletizare.
Ambalajul Tetra Brik Aseptic, lansat in anul 1969, este cel mai frecvent
folosit pentru alimentele cu durata mare de valabilitate.
Tetra Prisma Aseptic
este un ambalaj cu 8 fete, construit in concordanta cu principiile sistemului
Tetra Brik Aseptic.
A fost lansat in
In prezent, ambalajul Tetra Prisma Aseptic poate folosi ca deschidere si
sistemul Stream Cap, care permite deschiderea si reinchiderea ambalajului.
Tetra Wedge Aseptic a fost lansat in 1997. Forma inovativa a pachetului aduce un plus de valoare in ce priveste vizibilitatea produsului pe raft. Sistemul ofera 200ml de produs alimentar, cu minimum de consum de material de ambalat.
2.Tetra
Fino Asep
Tetra Fino este o punga din carton. Acest tip de sistem a fost lansat in 1997
si este foarte economic atat din punctul de vedere al producatorilor cat si din
cel al consumatorilor.
3.Tetra
Rex
Tetra Rex este o forma conventionala de ambalaj. Blanchetele pre-formate sunt
introduse in masina de ambalat unde se sigileaza la baza, sunt umplute cu
produsul alimentar si apoi sigilate la varf. Acest tip de ambalaj este folosit
in toata lumea pentru produsele pasteurizate. Alte aplicatii pot fi: cerealele,
zaharul, produse de patiserie sau hrana pentru animale.
4.Tetra
Top
Tetra Top este un ambalaj cu margini rotunjite, prevazut cu un dispozitiv de
deschidere/inchidere usor de folosit. Principalele aplicatii pentru acest sistem sunt: laptele si iaurtul
5.Tetra
Recart
Tetra Recart reprezinta un sistem revolutionar de ambalare. Cu ajutorul acestui
sistem, Tetra Pak ofera solutii alternative de ambalare pentru o varietate de
produse care pana acum au fost ambalate in borcane din sticla sau cutii de
aluminiu. Principalele aplicatii pentru acest sistem sunt: fructele, legumele
si hrana pentru animale.
Inceputul unei descoperiri
Oamenii isi doresc si au nevoie de alimente gustoase si sigure din punct de vedere al sanatatii organismului. Consumatorii au nevoie de marci care sa le confirme alegerea cea mai potrivita in raport cu asteptarile lor.
In urma cu peste 80 de ani, Dr. Ruben Rausing anticipa cresterea cererii de produse pre-ambalate si in Europa. Intors in Suedia, dupa finalizarea studiilor in Statele Unite, Dr. Ruben Rausing isi propune sa dezvolte un sistem revolutionar de ambalare a laptelui, care sa-i asigure prospetimea indiferent de distanta parcursa pana la consumator.
In anul 1929, pe
fondul Marii Depresii Economice generate de crash-ul bursier, Dr. Ruben Rausing
infiinteaza prima companie producatoare de ambalaje din Suedia. Inovatia are
meritul ca imbunatateste o situatie existenta si modifica scheme de gandire la
nivel regional sau global. In ciuda restrictiilor impuse de razboi, compania
si-a diversificat activitatea, iar produsele pre-ambalate au fost de mare
ajutor in rezolvarea problemelor de distributie declansate in timpul
rationalizarii alimentelor. A aparut necesitatea dezvoltarii de ambalaje
speciale, cu tinta precisa: provizii pentru campul de lupta, kit-uri de
acordare a primului ajutor si alte produse speciale.
Spiritul intreprinzator si cel vizionar si-au dat mana pentru a transforma
viziunea intr-o realitate ce a schimbat ulterior modalitatea de distributie a
alimentelor in lume. In anul 1943, activitatea de cercetare este indreptata
spre crearea unui ambalaj care sa consume cat mai putin material, intr-un sistem
care sa garanteze igiena maxima. Acest proces a culminat cu inventarea
ambalajului in forma de tetraedru (Tetra Classic Aseptic). La baza inventiei a
stat ideea formarii unui tub dintr-o rola de carton acoperit cu polietilena si
umplerea lui cu aliment lichid, urmata de sigilarea sub nivelul lichidului.
Totul a inceput cu o idee
Totul a inceput cu o
idee care a devenit pachetul Tetra Classic Aseptic si cu credinta ferma a
fondatorului companiei, Dr. Ruben Rausing, ca un pachet trebuie sa economiseasca
mai mult decat cost.
In fiecare zi, in lume, se consuma 5 miliarde de litri de apa, lapte si alte
alimente lichide. Tetra Pak a dezvoltat ambalaje ce protejeaza atat valorile
nutritionale cat si gustul alimentului. Gratie inovatiei continue, ambalarea si
distributia alimentelor au fost mult imbunatatite.
Laptele, sucurile, apa, supele, inghetata, branza, alimentele cu particule,
legumele sunt exemple de alimente ce pot fi astazi ambalate in cutii de carton
Tetra Pak.
Beneficiile Tehnologiei Aseptice
Tehnologia aseptica a
adus o imbunatatire radicala in eficienta distribuirii produselor alimentare
perisabile. Laptele si produsele lactate, precum si alte produse perisabile, nu
necesita refrigerare in timpul transportului si al depozitarii, pentru a ajunge
la consumatori in conditii optime de calitate. Aceste produse, pana acum atat
de perisabile, pot fi pastrate cateva luni in ambalajele aseptice din carton,
la temperatura ambianta.
Numarul produselor ambalate aseptic este in continua crestere, avantajele
acestui tip de ambalaj fiind evidente:
- pot fi depozitate si transportate la temperatura mediului ambiant
- au durata de valabilitate mare, fara a se adauga conservanti
- pastreaza aceeasi calitate exceptionala a produsului, timp indelungat
In ce consta Tehnologia Aseptica?
Introducerea
tehnologiei aseptice a facut posibila distribuirea produselor alimentare de
calitate, cu eficienta maxima, pe distante foarte mari. In acelasi timp, s-a
simplificat monitorizarea stocurilor de catre comercianti, oferind consumatorilor
produse de calitate, cu utilitate maxima.
Toate acestea sunt realizate prin aplicarea unui tratament termic special,
urmat de ambalarea aseptica in ambalaje protectoare din carton.
Laptele, produsele lactate si sucurile de fructe trebuie ambalate in conditii
aseptice, pentru a pastra calitatile microbiologice conferite de tratamentul
termic aplicat.
Sistemele Tetra Pak asigura o ambalare in conditii de maxima igiena si
siguranta. Produsul este transportat la masina de ambalat intr-un sistem
inchis, presterilizat si apoi dozat aseptic in ambalaje care se formeaza in
interiorul masinii. Umplerea are loc in zona aseptica a masinii, sterilizarea
ambalajului fiind asigurata prin presurizare cu aer steril. Cutiile sunt
inchise sub nivelul lichidului; in acest fel, continutul este total protejat
impotriva oxidarii.
Ce favorizeaza degradarea alimentelor?
Totul se explica prin
existenta micro-organismelor.
Alimentele se altereaza in functie de viteza cu care se multiplica
micro-organismele.
Inmultirea micro-organismelor se produce rapid intr-un mediu caldut si
incetineste la temperaturi scazute. Rezulta ca micro-organismele nu se
multiplica deloc atunci alimentul este inghetat si vor fi complet distruse
atunci cand li se aplica o temperatura foarte inalta.
Prin controlul si distrugerea micro-organismelor, alimentele se pastreaza mai mult timp.
Cum putem preveni
degradarea alimentelor?
Optiunea numarul 1 Controlul micro-organismelor se realizeaza pastrand alimentele in
frigider. Totusi nu intotdeauna este spatiu suficient intr-un frigider
standard.
Optiunea numarul 2 Distrugerea micro-organismelor din aliment poate fi realizata prin
diferite metode:
- Preparand hrana prin incalzire sau fierbere
- Adaugand conservanti chimici (unele bauturi, hrana semi-preparata)
- Folosind procesarea si ambalarea aseptica
Cum poate cutia de carton sa tina la distanta microorganismele?
Laptele sau sucul
sunt aduse la o temperatura foarte inalta, pentru numai cateva secunde, dar
suficient pentru a distruge toate micro-organismele.
Apoi, ambalajul este sterilizat pentu a distruge orice posibilitate de
recontaminare cu micro-organisme.
In final, sucul sau laptele sunt ambalate in conditii aseptice, intr-un sistem
inchis, din care a fost eliminat oxigenul. In absenta oxigenului, micro-organismele
nu vor mai lua contact cu produsul.In absenta micro-organismelor, alimentul nu
se degradeaza. Acesta este secretul unei vieti lungi pe raft, fara sa fie
nevoie de conservanti.
Pot fi evitati conservantii?
Cu totii stim ca
multe alimente contin aditivi, precum conservantii. Ei sunt folositi pentru a
ajuta alimentul sa isi pastreze pentru mai mult timp aspectul si proprietatile
organoleptice. De altfel, se pare ca multe alimente care au o durata de
valabilitate indelungata, includ conservanti specifici.
Tetra Pak produce ambalaje aseptice din carton, care prin compozitia unica
elimina necesitatea adaugarii de conservanti, mentinand gustul si prospetimea
alimentului din interior.
Ambalarea aseptica este o procedura ce presupune sterilizarea ambalajului si a
sistemului in care are loc umplerea cu produs lichid. Astfel este impiedicata
recontaminarea produsului cu micro-organisme.
Beneficiile ambalajului aseptic din carton
Ambalajul
indeplineste o functie foarte importanta: protejeaza alimentul din faza de productie
pana la consumator.
Ambalajul aseptic din carton detine mai multe beneficii:
- Protectie: ambalajele protejeaza alimentul de lumina, microorganisme si
oxigen. Nu in ultimul rand, ambalajul protejeaza mediul inconjurator.
- Pastrare: In combinatie cu tehnologia aseptica, ambalajele aseptice din
carton pot indeplini rolul de 'conservant' pentru alimentul pe care
il contin. Astfel, prelungirea duratei de viata a produsului pe raft se obtine
fara aditivi artificiali.
- Comunicare: Ambalajele sunt purtatoare de informatie despre ingrediente,
cantitate si valoare nutritiva, mod de intrebuintare si perioada de
valabilitate.
- Confort: Ambalajele asigura confort in utilizare, prin transportul cu
usurinta de la punctul de comercializare si depozitarea eficienta pana in
momentul consumului.
Un ambalaj ar trebui sa economiseasca mai
mult decat costa ![]() Fondatorul
Tetra Pak, Dr. Ruben Rausing a afirmat ca 'un ambalaj ar trebui mai mult
sa economiseasca decat sa coste'. Aceasta afirmatie este si acum un
principiu de baza in activitatea Tetra Pak.
Fondatorul
Tetra Pak, Dr. Ruben Rausing a afirmat ca 'un ambalaj ar trebui mai mult
sa economiseasca decat sa coste'. Aceasta afirmatie este si acum un
principiu de baza in activitatea Tetra Pak.
Un ambalaj eficient trebuie sa indeplineasca cerintele de protectie,
conservare, confort si comunicare. Trebuie de asemenea, sa foloseasca minimum
de resurse pentru a fi produs, depozitat si transportat.
Un ambalaj eficient protejeaza nu numai alimentul pe care il contine, ci si
resursele investite in producerea si transportul lui.
Materia prima din care provin ambalajele Tetra Pak, celuloza, se reinnoieste
permanent prin plantarea copacilor intr-un ritm mai accelerat decat defrisarea
acestora.
Ambalajele Tetra Pak sunt usoare (un ambalaj de
Un ambalaj eficient protejeaza mediul si economiseste resursele energetice,
precum si pe cele implicate in producerea sa si a alimentului.Compania Tetra
Pak a intrat pe piata din Romania in anul 1993, oferind clientilor sai servicii
de marketing, comercializare si asistenta tehnica. Ambalajele pe care le
produce compania sunt lider pe piata de profil, oferind 12 sisteme de ambalare
atat pentru produse aseptice, cat si pentru produse pasteurizate. politica
firmei suedeze include masuri de prevenire a impactului asupra mediului,
reducerea ponderii materialelor virgine folosite, optimizarea transportului si
reducerea emisiilor de gaze cu efect de sera. 'Tetra Pak crede in faptul
ca orice companie trebuie sa-si desfasoare activitatea in mod responsabil fata
de societate, iar obtinerea de profit trebuie sa fie in armonie cu protectia
mediului inconjurator', ne-a declarat Catalina Siriteanu, director de
comunicare si mediu Tetra Pak Romania.
Tetra
Pak si-a inceput activitatea in
straturile de carton si polietilena, care are rolul de intarire a protectiei.
'Astfel putem spune ca, pe parcursul profesional al companiei, accentul
pus pe inovatie a condus la transcenderea spatiului suedez', a aratat
Catalina Siriteanu. In prezent, Tetra Pak pune la dispozitia consumatorilor din
intreaga lume o gama larga de ambalaje pentru produse alimentare lichide,
precum lapte si derivate din lapte, sucuri si nectaruri, vin, apa, supe si
bauturi functionale.
Cand vine vorba despre ambalajele aseptice, avantajele directe ale producatorului de alimente se refera la economia de energie, pentru ca produsele nu necesita refrigerare. Un alt avantaj se refera la termenul de valabilitate extins al produselor ambalate aseptic, in consecinta, gestionarea sto curilor este mult mai usor de realizat. Ambalajele sunt foarte usoare (30 de grame la litrul de produs) si, pentru ca sunt li vrate in forma compacta, se faciliteaza transportul si de pozitarea.
Analizele comparative au aratat ca produsele ambalate in carton aseptic economisesc 35% din combustibilul necesar transportului acelorasi produse ambalate in sticla, practic, cu 35% mai putine emisii de CO2. Ambalajele se transporta catre producatori sub forma de role, iar pentru un milion de cutii este nevoie de un singur camion. Cand vine vorba despre transportul ambalajelor din aluminiu sau sticla este nevoie de 52 de camioane pentru acelasi numar de produse.
In timp, activitatea companiei s-a diversificat, explorand noi oportunitati de afaceri si tehnologii. Tetra Pak si-a extins activitatea, iar in prezent, pe langa echipamente de ambalare, ofera si echipamente de procesare a produselor: pasteurizatoare, separatoare, schimbatoare de caldura, omogenizatoare si evaporatoare. Compania are in prezent in cele 165 de tari in care opereaza peste 20.000 de angajati. Tehnologia aseptica, inventata de compania Tetra Pak, este acum principala modalitate de ambalare care asigura pastrarea in conditii optime de igiena si siguranta a produselor lichide, lucru care face ca activitatea companiei sa se extinda.
2.Unitati de procesare a produselor alimentare in ambalaje aseptice
2.1.Unitati de procesare a laptelui In urmatorii ani se preconizeaza o
crestere a consumului de lapte, ca urmare a constientizarii beneficiilor sale
in cadrul unei alimentatii echilibrate.
Lapte UHT in Tetra Brik Aseptic
Modalitatea de procesare folosita pentru lapte se numeste ultrapasteurizare (UHT-Ultra High Temperature).
Procedeul consta in incalzirea rapida a laptelui la 135-150 grade Celsius. Dupa o mentinere de numai 2-4 secunde la aceasta temperatura, laptele este racit brusc la temperatura camerei. S-a demonstrat stiintific ca laptele si produsele lactate sunt mult mai sensibile la durata tratamentului termic decat la temperatura la care sunt incalzite.
Intregul proces are loc intr-un sistem inchis, protejat, pentru a impiedica recontaminarea produsului. Gustul, consistenta precum si valoarea nutritiva a laptelui raman neschimbate.
Tetra Pak ofera o gama variata de sisteme de ultrapasteurizare (UHT), adaptate diferitelor cerinte: fie cu incalzire directa, prin injectie de abur sau prin incalzire indirecta, in schimbatoare de caldura, cu placi sau tubulare. Tratamentul termic de scurta durata, cu recuperarea caldurii, fac aceste sisteme foarte economice din punct de vedere al consumului de energie.
Unitati de procesare asucurilor naturale
Tratamentul termic pentru sucurile ambalate aseptic si pentru alte bauturi cu aciditate mare se numeste pasteurizare si are urmatorul principiu: temperatura ridicata timp scurt (HTST-High Temperature Short Time).
Pasteurizarea consta in incalzirea produsului pana la maximum 100 grade Celsius, mentinere intre 15-60 secunde urmata de racirea brusca la temperatura camerei. Intregul proces se desfasoara intr-un sistem inchis, aseptic. Produsul rezultat este stabil din punct de vedere microbiologic.
Sucul poate fi obtinut fie din fructul proaspat stors, fie din concentrat de suc.
Sucul din fruct proaspat stors nu este tratat termic, trebuie tinut la frigider si are o valabilitate de numai cateva zile.
Producatorii de sucuri din intreaga lume, folosesc insa concentratul de suc, ca materie prima pentru obtinerea sucurilor, nectarurilor si bauturilor neacidulate (still drinks).Concentratul de suc se obtine prin stoarcerea fructelor, pentru a obtine sucul, urmata de evaporare, pentru a reduce continutul de apa din suc si a optimiza transportul si depozitarea.
Sucul 100% (Juice) se obtine din concentrat de suc la care se adauga apa, respectand proportia pe care aceasta a avut-o in suc inainte de evaporare. Nu se adauga zahar sau alti indulcitori. In acest fel, continutul de suc de fruct este 100%, produsul obtinut avand consistenta si compozitia sucului proaspat stors.
Nectarul se obtine din concentrat de suc la care se adauga zahar sau alti indulcitori si uneori pulpa de fruct. Continutul de suc este de 25-99%, in functie de fructul din compozitie. De pilda, continutul de suc la nectarul de portocale, pere sau mere trebuie sa fie de 50%.
Bauturile racoritoare neacidulate (Still Drinks) se obtin din concentrat de suc, apa, zahar sau alti indulcitori ; uneori se adauga si arome. Continutul de suc de fruct este de maximum 25%.
Daca nectarul poate fi considerat o alternativa mai ieftina la sucurile 100%, bauturile racoritoare neacidulate din suc de fructe pot fi considerate o alternativa, plina de vitamine, la bauturile racoritoare carbogazoase.
Continutul de suc si valorile nutritive sunt specificate in mod obligatoriu pe ambalaj.
In ultimul timp producatorii se intrec in creativitate, introducand pe piata, cu o frecventa uimitoare, noi produse si marci. In plus, durata de viata a multor produse din gama sucurilor se micsoreaza constant. In aceste conditii, abilitatea de a face schimbari rapide pe linia de productie devine destul de importanta. Pe langa experienta, Tetra Pak detine echipamente adaptate unor scenarii de productie cat mai diversificate, atat pentru bauturi carbogazoase cat si pentru sucuri naturale, nectaruri si bauturi racoritoare neacidulate (still drinks).
Omogenizarea provoaca in principal dislocarea particulelor in emulsie
sau suspensie. De exemplu, la procesarea laptelui, cu ajutorul
omogenizatorului, globulele mari de grasime sunt transformate in particule
mici, acestea avand o dispersie mai buna si uniforma in masa emulsiei.
In unele cazuri, omogenizarea este
folosita pentru cresterea gradului de vascozitate si pentru o mai buna textura
a lichidului. Omogenizatorul Tetra Alex functioneaza atat in cazul produselor
puternic vascoase cat si in cazul celor cu vascozitate redusa. Fiecare model
Tetra Alexse se conformeaza unor standarde interne foarte riguroase. Incalzirea
si racirea reprezinta procese de baza in productia lactatelor, sucurilor si a
altor alimente lichide. In majoritatea cazurilor, aceste procese au loc in
schimbatoare de caldura cu placi sau tubulare. Tetra Plex este marca de
referinta pentru schimbatoarele de caldura cu placi, iar Tetra Spiraflo pentru cele
tubulare. Contherm - schimbator de
caldura cu raclete - este folosit in principal pentru produselevascoase.
Separatoarele centrifugale servesc
in principal la eliminarea impuritatilor din lapte. Eficienta lor in ceea ce
priveste particolele mici, creste o data cu temperatura. In Romania, ca si in
tarile Uniunii Europene, exista standarde care reglementeaza numarul de
impuritati admise in lapte. Mentinerea conditiilor optime de separare a
grasimii pe o perioada lunga de timp, impune eliminarea impuritatilor inainte
ca acestea sa ajunga in separator. Tetra Centri® AirTight asigura o capacitate
mare si performante inalte in procesul de separare a particolelor fine din
lapte.
2.3. Ce trebuie sa stim despre ambalajul aseptic
Ambalajul aseptic este format din straturi succesive de carton, folie de aluminiu si polietilena. Aceasta combinatie confera siguranta si confort in utilizarea produsului. Fiecare tip de material din compozitia ambalajului are functia sa specifica in protejarea alimentului.Combinatia de carton, polietilena si folie de aluminiu variaza in functie de produsul care se ambaleaza; in toate cazurile insa, singurul material care vine in contact direct cu produsul este polietilena de uz alimentar.
De pilda, pentru un produs ambalat in Tetra Brik Aseptic avem urmatoarea combinatie de materiale:
75% hartie din surse regenarabile - pentru a conferi ambalajului fermitate si stabilitate.
25% polietilena - pentru a preveni recontaminarea produsului cu micro-organisme, conferind rezistenta la agresiunea factorilor exteriori.
5% aluminiu - bariera in calea patrunderii aerului si luminii, contribuie la pastrarea gustului si proprietatilor nutritive ale alimentelor.
Laptele, produsele lactate si sucurile de fructe trebuie ambalate in conditii aseptice, pentru a pastra calitatile microbiologice conferite de tratamentul termic aplicat. Sistemele Tetra Pak asigura o ambalare in conditii de maxima igiena si siguranta. Produsul este transportat la masina de ambalat intr-un sistem inchis, presterilizat si apoi dozat aseptic in ambalaje care se formeaza in interiorul masinii . Umplerea are loc in zona aseptica a masinii, sterilizarea ambalajului fiind asigurata prin presurizare cu aer steril. Zona aseptica a masinii in care se realizeaza umplerea este mica, cu putine elemente in miscare. Acesta este un factor foarte important care contribuie la integritatea intregului sistem. Cutiile sunt inchise sub nivelul lichidului, fiind astfel complet umplute; in acest fel, continutul este total protejat impotriva oxidarii si in acelasi timp ambalajul este utilizat cu eficienta maxima. Pentru produsele care trebuie agitate, exista posibilitatea umplerii incomplete a cutiilor.
Distributie Eficienta
Fiecare piata este unica, avand propria structura comerciala, cu cerinte specifice in ceea ce priveste sistemele de distributie. Totusi, exista un element comun: regula traditionala conform careia produsele perisabile trebuie distribuite in conditii de refrigerare, pentru a putea fi vandute in magazine. Totodata, durata de valabilitate limitata impune livrarea lor zilnica.
Tehnologia aseptica a schimbat toate aceste reguli, oferind produse cu durata mare de valabilitate, care nu necesita refrigerare in timpul transportului si al depozitarii. Livrarile pot fi mai rare si in cantitati mai mari, facand astfel transportul mult mai economic si scazand costurile de distributie.
Unitatile de distribuire sunt compacte, realizandu-se importante economii de spatiu, datorita formei paralelipipedice a cutiei. Indiferent de sistemul de distribuire folosit, produsul poate fi manevrat in mod eficient pana la magazin.
Cutiile nu ocupa spatii pe rafturile frigorifice ci pot fi expuse chiar direct pe podea, prin sistemul multi-pack (ambalarea a 12 cutii in tavite de carton, infasurate in folie de plastic termoretractibila).
In acest fel cumparatorul are posibilitatea sa cumpere o cantitate mai mare, in conditii avantajoase.
Tehnologia aseptica a fost considerata de catre Institutul American de Tehnologie Alimentara, ca fiind cea mai importanta inovatie in ultimii 50 de ani, in domeniul industriei de profil.
3. BENEFICIILE TEHNOLOGIEI ASEPTICE
Tehnologia aseptica a adus o imbunatatire radicala in eficienta distribuirii produselor alimentare perisabile. Laptele si produsele lactate, precum si alte produse perisabile, nu necesita refrigerare in timpul transportului si al depozitarii, pentru a ajunge la consumatori in conditii optime de calitate. Aceste produse, pana acum atat de perisabile, pot fi pastrate cateva luni in ambalajele aseptice din carton, la temperatura ambianta.
Numarul produselor ambalate aseptic este in continua crestere, avantajele acestui tip de ambalaj fiind evidente:
- pot fi depozitate si transportate la temperatura mediului ambiant
- au durata de valabilitate mare, fara a se adauga conservanti
- pastreaza aceeasi calitate exceptionala a produsului, timp indelungat
Introducerea tehnologiei aseptice a facut posibila distribuirea produselor alimentare de calitate, cu eficienta maxima, pe distante foarte mari. In acelasi timp, s-a simplificat monitorizarea stocurilor de catre comercianti, oferind consumatorilor produse de calitate, cu utilitate maxima.
Toate acestea sunt realizate prin aplicarea unui tratament termic special, urmat de ambalarea aseptica in ambalaje protectoare din carton.
Laptele, produsele lactate si sucurile de fructe trebuie ambalate in conditii aseptice, pentru a pastra calitatile microbiologice conferite de tratamentul termic aplicat.
Sistemele Tetra Pak asigura o ambalare in conditii de maxima igiena si siguranta. Produsul este transportat la masina de ambalat intr-un sistem inchis, presterilizat si apoi dozat aseptic in ambalaje care se formeaza in interiorul masinii. Umplerea are loc in zona aseptica a masinii, sterilizarea ambalajului fiind asigurata prin presurizare cu aer steril. Cutiile sunt inchise sub nivelul lichidului; in acest fel,continutul este total protejat impotriva oxidarii.
Ambalarea aseptica a produselor alimentare
Introducere
Ambalarea aseptica poate fi definita ca umplerea unui produs steril in recipiente sterile, in conditii aseptice si inchiderea recipientelor astfel incat reinfectia este prevenita. In figura 2.1 sunt reprezentate, sub forma unei diagrame, etapele si cerintele ambalarii aseptice.
Fig..1. Reprezentarea schematizata a ambalarii aseptice (dupa Astrom, 1985)
Termenul aseptic implica absenta sau eliminarea oricarui organism nedorit din produs, ambalaj sau alte zone specifice.
Ambalarea aseptica se foloseste din urmatoarele motive:
folosirea recipientelor nepotrivite pentru sterilizare in ambalaj;
in acest caz tratamentele termice permit atingerea temperaturilor ridicate pentru o durata scurta de timp ceea ce creste eficienta tratamentului si, in general duce la obtinerea de produse calitativ superioare in comparatie cu cele prelucrate la temperaturi mai scazute timp indelungat;
prelungirea duratei de valabilitate a produselor depozitate la temperaturi normale.
Printre primele aplicatii ale ambalarii aseptice se numara laptele si produsele lactate la care s-au adaugat ulterior alte produse: sucuri de fructe si legume, produse cu particule (compoturi), supe, budinci, deserturi etc. (Bureau si Multon, 1989).
Astfel, prima ambalare aseptica a alimentelor (lapte ambalat in cutii
metalice) a fost realizata in Danemarca de Nielsen inainte de 1913 pentru care
s-a obtinut un patent in 1921 numit conservare aseptica. Cativa ani mai tarziu
(1917) in SUA, Dunkley a obtinut un patent pentru sterilizarea cu abur saturat
a cutiei si capacului urmata de umplere cu produs presterilizat. Compania
American Can a realizat in 1933 o masina numita Heat-Cool-Fill care folosea
abur saturat sub presiune pentru a steriliza cutiile si capacele. Cutiile
sterile erau umplute cu produs steril iar capacele introdusese intr-o camera
inchisa presurizata cu abur sau cu un amestec de abur si aer. In 1940 Martin a
realizat un procedeu care consta in sterilizarea cutiilor goale cu abur
supraincalzit la
Intrucat ambalarea aseptica a laptelui sterilizat UHT in cutii metalice nu s-a dovedit economica indeosebi din cauza costului cutiilor, dupa 1956 compania Tetra Pak din Suedia a recurs la un nou sistem de ambalare aseptica in cartoane. Astfel, Alpura AG - Bern (Elvetia) a vandut pentru prima data, in 1961, lapte ambalat aseptic in cartoane tetraedrice Tetra Classic produse de Tetra Pak (Robertson, 1993; Reuter, 1989; Schulte, 1989).
Igiena produselor alimentare este reglementata in Europa prin directiva Uniunii Europene 93/43/EEC si prin implementarea sa in legislatia fiecarei natiuni. Obiectivul directivei este stabilirea cerintelor minime de igiena pentru producerea si ambalarea produselor alimentare.
Pe baza acestor reglementari, pentru ambalarea alimentelor au fost stabilite cerinte microbiologice, in cele mai multe cazuri operatia de ambalare fiind un punct critic important in analiza riscurilor - punctele critice de control (HACCP - Hazard Analysis. Critical Control Point).
Si producatorii de ambalaje destinate alimentelor au devenit tot mai preocupati de cerintele consumatorilor legate de siguranta si inocuitatea alimentelor intrucat, pentru a pastra calitatea unui aliment in timp este esential ca materialul de ambalaj care vine in contact cu alimentele sa nu fie contaminat microbiologic, chiar sa fie steril, in unele situatii (ambalare aseptica). Spre exemplu, in cazul produselor lactate refrigerate, materialele de ambalaj "curate", lipsite de contaminare microbiologica, inseamna un termen de valabilitate crescut si mult mai putine reclamatii din partea consumatorilor (Mittendorfer et al., 2002).
Pentru ambalajele biodegradabile, cum sunt vafele pentru inghetata sau ambalajele celulozice (din hartie, respectiv pe baza de hartie), distrugerea microorganismelor este o necesitate datorita gradului de contaminare ridicat.
Numarul de microorganisme, prezente pe materialele celulozice destinate realizarii de ambalaje pentru produsele alimentare, variaza in functie de conditiile de pastrare. Chiar daca microorganismele prezente initial pe materialele celulozice nu au conditii favorabile de multiplicare, numarul lor poate creste, ca urmare a depunerii pe suprafata acestora a microorganismelor din aer (se stie ca, in lipsa curentilor de aer, microorganismele aflate in suspensie in aer se depun cu o viteza de 0,002 - 3 cm/s - Dan, 2001). In cazul in care hartiile sau cartoanele destinate ambalarii alimentelor nu sunt protejate pe durata transportului sau a depozitarii, ele isi maresc incarcatura microbiologica initiala. In mod obisnuit, in urma expunerii neprotejate in atmosfera din mijloacele de transport si din depozite, materialele celulozice se imbogatesc in spori de mucegaiuri, adaptati pentru a fi vehiculati de curentii de aer, cum sunt cei apartinand genurilor Aspergillus, Cladosporium, Alternaria etc.
Prezenta sporilor de mucegaiuri reprezinta un pericol pentru materialele celulozice in conditiile in care acestea sunt depozitate in medii cu umiditate ridicata, caz in care sporii pot germina si deteriora materialul respectiv. Avand in vedere ca ambalajele realizate din materiale celulozice pot fi folosite la ambalarea produselor alimentare cu continut redus de umiditate (continut maxim de umiditate 25%; aw = 0,00-0,60) si a celor cu continut intermediar de umiditate (continut de umiditate 15-50%; aw = 0,60-0,85), este de dorit ca incarcarea cu spori de mucegaiuri sa fie cat mai mica sau inexistenta, deoarece aceste mucegaiuri sunt capabile sa se dezvolte la indici de activitate a apei foarte scazuti.
Contaminarea cu fungi a unui aliment, realizata prin intermediul ambalajelor din materiale celulozice, si dezvoltarea acestor microorganisme in conditii de umiditate si temperatura ridicata constituie nu numai un factor care contribuie la scurtarea duratei de pastrare a produsului si la alterarea lui prin mucegaire, ci si un factor de risc prin producerea de micotoxine. Anumite mucegaiuri, dintre care unele sunt reprezentante ale genurilor Aspergillus, Fusarium, Penicillium sunt producatoare de micotoxine, substante cu grad ridicat de toxicitate, rezistente la tratamentele termice si cu capacitate mare de difuzie in alimente.
Datorita importantei numarului initial de microorganisme de contaminare de pe suprafata materialelor de ambalaj trebuie luate masuri pentru reducerea acestuia. Astfel, materialele de ambalaj trebuie produse, transportate si depozitate in conditii in care sa fie cat mai ferite de contaminare cu microorganisme, de exemplu, se recomanda pastrarea lor protejata in incaperi curate, in care aerul sa nu depaseasca un continut de 103 microorganisme/m3.
4.1. Principiile sterilizarii
In prezent sterilizarea produselor alimentare se face preponderent prin tratament termic. La prelucrarea aseptica a produselor alimentare se folosesc procedeele de sterilizare HTST (high temperature short time) sau UHT (ultra heat treated sau ultra high temperature).
Procedeul HTST este definit ca o sterilizare obtinuta prin incalzirea produsului la temperatura ridicata timp de cateva secunde pana la cateva minute in functie de valoarea temperaturii.
Procedeul UHT reprezinta o sterilizare termica la o temperatura variind
intre
La sterilizarea alimentelor prin unul din procedeele HTST sau UHT apar probleme privitoare la inactivarea adecvata a enzimelor. Aceasta este specifica enzimelor vegetale (in special peroxidaze), respectiv proteazelor si lipazelor bacteriene.
Enzimele bacteriene sunt mult mai rezistente la temperatura decat sporii de Bacillus stearothermophilus, sporii de referinta in tratamentul termic. Pe masura ce temperatura de prelucrare creste, un procent mai mare de enzime supravietuiesc pentru acelasi efect de sterilizare. Astfel probabilitatea de deteriorare enzimatica in timpul depozitarii produselor prelucrate creste cu cresterea temperaturii la care are loc tratamentul termic.
In ultimii ani s-a studiat mult folosirea incalzirii cu microunde, respectiv incalzirea rezistiva (ohmica) pentru sterilizarea produselor alimentare.
Sterilizarea produsului alimentar este urmata de racire la
o temperatura corespunzatoare, de obicei
Un sistem de umplere aseptica trebuie sa indeplineasca o serie de cerinte, fiecare trebuind a fi satisfacuta individual:
recipientul sau partea care vine in contact cu produsul trebuie sa fie sterilizata dupa confectionare si inainte de umplere;
daca este necesar un sistem de inchidere, acesta trebuie sterilizat chiar inainte de aplicare;
recipientul si metoda de inchidere trebuie sa fie potrivite pentru umplere aseptica si nu trebuie sa permita trecerea microorganismelor in recipientul inchis in timpul depozitarii si distributiei;
inchiderea trebuie aplicata si etansata pe loc, in timp ce recipientul este inca in zona sterila, pentru a preveni trecerea microorganismelor de contaminare.
Exista multe posibilitati de indeplinire a acestor cerinte astfel ca, in cele ce urmeaza sunt prezentate principalele metode de sterilizare.
4.2.Sterilizarea suprafetei materialelor de ambalaj in contact cu alimentele
In prezent, pentru sterilizarea materialelor de ambalaj destinate ambalarii aseptice se utilizeaza trei procedee, fie individual, fie in combinatie: tratamentul termic, tratamentul chimic si iradierea.
Sterilizarea suprafetei ambalajelor prin tratament termic
Sterilizarea cu abur saturat
Aburul saturat este agentul termic cel mai sigur pentru sterilizare. La utilizarea aburului saturat apar urmatoarele neajunsuri:
necesitatea folosirii unei incinte in care trebuie tinut sub presiune ambalajul in ideea atingerii unor temperaturi suficient de ridicate pentru realizarea sterilizarii in timp de cateva secunde;
trebuie evitata pe cat posibil patrunderea aerului fals in incinta de sterilizare altfel interfera in transferul de caldura de la abur la suprafata ambalajului;
condensul ce se formeaza la condensarea aburului poate ramane pe suprafata ambalajului diluand produsul alimentar.
Cu toate ca exista aceste probleme, aburul saturat sub presiune se foloseste pentru sterilizarea ambalajelor / recipientelor din materiale plastice. Pentru limitarea efectului incalzirii asupra suprafetei interioare a ambalajelor din material plastic, exteriorul lor este racit simultan. Acest proces realizeaza o reducere de 5-6 D a sporilor de Bacillus subtilis.
Aburul supraincalzit a fost folosit pentru sterilizarea cutiilor metalice din tabla cositorita si aluminiu. Are avantajul ca poate fi folosit pentru sterilizarea ambalajelor si a materialelor de ambalaj la presiune normala, atingandu-se temperaturi de 220.226°C timp de 36-45 s in functie de materialul din care sunt confectionate.
Sterilizarea cu aer cald
Ca si in cazul aburului supraincalzit, uscata sub forma de aer cald are
avantajul ca temperaturile ridicate pot fi obtinute la presiune atmosferica,
simplificand astfel problemele legate de proiectarea mecanica pentru sistemul
de sterilizare. Prin acest procedeu se sterilizeaza cartoanele aseptice
confectionate din mucava / folie de aluminiu / material plastic atingandu-se la
suprafata materialului o temparatura de
Chiar daca temperaturile de lucru sunt asa ridicate, tratamentul acesta este potrivit doar pentru ambalaje in care se ambaleaza produse alimentare acide.
Sterilizarea cu aer cald si abur
Acest procedeu combinat se utilizeaza la sterilizarea ambalajelor din
materiale stabile pana la temperaturi mai joase (
Sterilizarea prin extrudare, la confectionarea ambalajelor
Preformele destinate obtinerii recipientelor din material plastic (polietilen tereftalat, polipropilena, polietilena etc.) prin suflare sunt realizate din granule prin extrudare. Procesul de extrudare presupune atingerea temperaturi de 180230°C timp de pana la 3 min. Insa variatiile timpului de mentinere a granulelor in interiorul extruderului si distributia neuniforma a temperaturii nu se poate garanta sterilitatea tuturor particulelor.
Din aceasta cauza nu se pot obtine reduceri a sporilor microbieni mai mare de 3 - 4 D, ambalajele obtinute astfel fiind utile doar pentru produsele alimentare acide cu pH < 4,5. Daca extrudarea este urmata de o sterilizare cu apa oxigenata a ambalajelor acestea se pot utiliza si pentru produse cu pH > 4,5.
. Sterilizarea suprafetei ambalajelor prin tratamente chimice
Apa oxigenata (H2O2)
este utilizata de mult timp la tratamentul suprafetei ambalajelor pentru
distrugerea microorganismelor. Se utilizeaza in combinatie cu efectul caldurii
deoarece la temperatura camerei nu au efect letal nici solutiile concentrate.
Pentru a obtine distrugerea in timp scurt a
celor mai rezistenti spori de pe materialele de ambalaj este necesara o
temperatura minima de
Un alt inconvenient al tratamentului cu apa oxigenata pentru sterilizarea ambalajelor si a materialelor de ambalaj este pericolul de a ajunge in produsul alimentar.
Cel mai adesea materialele de ambalaj sunt sterilizate prin imersie in apa oxigenata cu concentratia 30-33% sau pulverizare pe suprafata ambalajului in ambele cazuri urmand o uscare cu aer cald.
Pentru a se reduce cantitatea de apa oxigenata utilizata si a se creste eficienta tratamentului, se folosesc o serie de combinatii cu caldura si / sau energie radianta sau iradiata. Astfel pentru efcte letale de 3 - 5 D se reduce concentratia apei oxigenate sub 5%, reducand posibilitatea de a se regasi in produsul ambalat.
Sterilizarea cu acid peracetic
Acidul peracetic are eficienta mare de distrugere in
combinatie cu apa oxigenata chiar la temperatura de
Sterilizarea suprafetei ambalajelor prin iradiere
Suprafata materialelor de ambalaj sau a ambalajelor folosite la ambalare aseptica se poate realiza prin iradiere cu radiatii ultraviolete, infrarosii, ionizante sau cu pulsuri de lumina.
Iradierea cu radiatii ultraviolete
Radiatiile ultraviolete au efect de distrugere a microorganismelor la o lungime de unda de 200-280 nm cu o valoare optima de 253,7 nm. Pentru a se produce inactivarea microorganismelor acestea trebuiesc supuse unui tratament cu o densitate energetica de cel putin 400 J/cm2.
Eficacitatea sterilizarii suprafetelor cu radiatii ultraviolete variaza dar iradierea este privita de unii ca satisfacatoare la utilizare in sistemele de umplere aseptice daca:
materialele iradiate sunt netede,
rezistente
intensitatea iradierii este uniforma si adecvata pentru sterilizare intregului recipient care poate avea o forma complexa.
Metoda este folosita, in general, numai comercial in combinatie cu apa oxigenata.
Iradierea cu radiatii infrarosii
Radiatiile
infrarosii (IR) sunt transformate in caldura sensibila la contactul cu
suprafata absorbanta rezultand o crestere a temperaturii suprafetei. Ca si
iradierea cu UV, iradierea cu IR este folosita numai pentru suprafete netede si
regulate. Radiatiile IR au fost folosite pentru tratarea interiorului capacelor
din aluminiu acoperite cu un lac din material plastic. Datorita posibilitatii
de inmuiere a lacului, temperatura maxima nu trebuie sa depaseasca
Iradierea cu radiatii ionizante
Tehnicile de iradiere care folosesc radiatii g de Co60 sau Cs139 au fost folosite pentru sterilizarea interiorului recipientelor inchise dar goale, in special a celor confectionate din materiale care nu rezista la temperatura necesara pentru sterilizare sau care, datorita formei lor, nu pot fi sterilizate convenabil prin alte mijloace. Asa sunt pungile confectionate din materiale plastice laminate folosite la ambalarea aseptica de tip punga in cutie (bag-in-box).
Acestea
sunt iradiate cu doze de 25 kGy (2,5 Mrad) sau mai mult, ceea ce este suficient
pentru a asigura sterilitatea. Pungile sunt inchise in recipiente impermeabile
la microorganisme inainte de tratamentul prin iradiere. O doza de 20 kGy
sterilizeaza
Tratamentul cu pulsuri de lumina
Pulsurile de lumina (PL) sunt produse de o lampa "flash", efectul lor fiind suficient pentru distrugerea microorganismelor de pe suprafata ambalajului. Pulsurile de lumina au o durata de 10-1-10-6 s, spectrul lungimilor de unda fiind λ = 170-2.600 nm, asigurandu-se densitati de energie de 0,01-50 J/cm2. Pentru sterilizarea materialelor de ambalaj lampa flash este introdusa in interiorul tubului ce se formeaza intr-o masina de ambalare prin formare - umplere - inchidere in ambalaje din materiale complexe de tip pachet perna (pillow pack).
Utilizarea ambalarii aseptice pentru produsele alimentare
Ambalarea aseptica este folosita pentru numeroase produse alimentare cum sunt:
lapte de consum integral / partial degresat / dietetic pasteurizat sau sterilizat (UHT);
lapte imbogatit cu vitamine / saruri minerale pentru copii, sportivi, viitoare mame;
bauturi pe baza de lapte (lapte cu cacao, ciocolata, lapte aromatizat cu diverse arome;
smantana de consum dulce sau fermentata;
produse lactate acide: iaurt, lapte batut etc.;
bauturi pentru sportivi;
apa minerala naturala, apa purificata, aromatizata;
sucuri de fructe simple sau in amestec;
nectaruri, sucuri cu pulpa;
bauturi pe baza de sucuri de fructe;
vinuri, bauturi alcoolice (distilate, vodca, lichioruri);
cafea, bauturi pe baza de cafea cu adaus de lapte 5%;
ceai rece;
ulei vegetal, produse pe baza de ulei (creme, sosuri pentru desert, maioneza, margarina lichida;
supe, sosuri aromate.
In randul consumatorilor, cel mai raspandit ambalaj pentru produse aseptice este cartonul din hartie folosit pentru multe produse lactate, sucuri de fructe si alte bauturi.
4.3.Materiale de ambalaj utilizate la ambalarea aseptica a alimentelor
Tipul de material de ambalaj folosit este influentat de natura produsului, costul produsului si ambalajului si de preferintele consumatorilor.
Materialele de ambalaj utilizate la confectionarea ambalajelor destinate ambalarii aseptice a alimentelor sunt:
materiale metalice: tabla cositorita lacuita, folie de aluminiu, otel inoxidabil;
sticla;
materiale plastice polietilena (PE), polipropilena (PP), polietilen tereftalat (PET sau PETE), polistiren (PS), copolimer policlorura de vinil / policlorura de viniliden (PVC / PVdC), copolimer etilena / alcool polivinilic (EVOH);
materiale complexe pe baza de carton (cartoane) care contin obligatoriu si folie de aluminiu (Turtoi, 2000).
Materiale metalice
Tabla cositorita
Tabla cositorita, obtinuta prin acoperirea tablei de otel moale cu staniu pe ambele fete este utilizata pentru confectionarea de ambalaje destinate produselor alimentare lichide si pastoase.
Alegerea tablei de otel pentru realizarea de ambalaje s-a datorat rezistentei mecanice bune, chiar atunci cand este foarte subtire, obtinerii si prelucrarii usoare si in cantitate mare. Numai ca, datorita vulnerabilitatii la coroziune si la atacul multor compusi organici de natura animala sau vegetala, tabla de otel a fost, inca de la inceput, acoperita cu staniu pe ambele fete, operatie numita cositorire.
Coroziunea ambalajelor din tabla cositorita nu este un fenomen simplu, depinzand de un mare numar de factori: aciditatea produselor continute, oxigenul sau aerul atmosferic, sulful si compusii sai, pigmentii antocianici, samburii unor fructe, oxidul de trimetilamina, produsii de caramelizare etc.
Pentru a se evita contactul dintre produsul ambalat si suprafata stratului de cositor in vederea franarii fenomenului de sulfurare sau a modificarilor de culoare si, in general, pentru a imbunatati prezentarea produselor conservate, suprafata interioara a tablei cositorite este lacuita. Conditiile pe care trebuie sa le indeplineasca lacurile folosite pentru tabla cositorita sunt urmatoarele:
sa fie netoxice si sa nu modifice gustul produsului ambalat;
sa prezinte rezistenta la actiunea agresiva a produsului ambalat;
sa se aplice usor si sa se usuce rapid;
sa prezinte rezistenta la solicitarile mecanice si termice din timpul confectionarii cutiilor;
sa fie economice si sa aiba aspect atragator.
Principalele sortimente de lacuri folosite pentru tabla cositorita sunt: lacuri naturale si lacuri sintetice pe baza de rasini fenolice, epoxidice, vinilice sau epoxifeLa ambalare aseptica, tabla cositorita lacuita este utilizata pentru confectionarea de cutii metalice ambutisate (cutii din doua piese, putin inalte) sau faltuite (cutii din trei piese, inalte) si capace pentru aceste cutii.
Aluminiul
Aluminiul, cel mai abundent metal din scoarta
terestra (circa 8,8 %), este un metal de culoare alba, usor (r = 2700
kg/m3), moale, plastic, cu temperatura de topire
densitatea mica influenteaza favorabil manipularea si transportul produselor ambalate;
maleabilitatea, care permite aplicarea procedeelor de deformare plastica folosite in industria ambalajelor (ambutisare, intindere prin presare etc.);
rezistenta mecanica mare a aliajelor;
ambalajele din aluminiu nu sunt supuse coroziunii electrochimice, spre deosebire de ambalajele din tabla cositorita;
gustul, nu distrug vitaminele, iar aluminiul are proprietatea de a apara produsele alimentare de microorganisme si de a pastra aroma si prospetimea;
foliile de aluminiu asigura etanseitatea la gaze, opacitate la raze ultraviolete si vizibile, reflecta caldura si lumina.
Aluminiul este folosit pentru confectionarea ambalajelor
sub forma de folie (alfol) cu grosime
cuprinsa intre 4 mm si 200 mm sau de tabla cu grosime de 0,22-0,25 mm pentru cutii metalice sau mai
mare de
Folia subtire de aluminiu este asociata adesea cu diferite materiale, rezultand materiale complexe. Procedeele cele mai folosite sunt extrudarea si laminarea. Astfel se pot realiza urmatoarele obiective:
imbunatatirea caracteristicilor mecanice ale foliei de aluminiu;
marirea impermeabilitatii foliei de aluminiu;
asigurarea etanseitatii totale prin termosudare a ambalajului confectionat;
protejarea imprimarii ambalajului si obtinerea de efecte variate de prezentare.
Tabelul 1 Utilizarea aluminiului la confectionarea de ambalaje pentru ambalare aseptica
|
Sortiment |
Grosime, mm |
Utilizare la ambalare aseptica |
|
Folia de aluminiu (alfol) |
|
Substrat pentru ambalarea multor produse dupa cum urmeaza: |
|
|
Confectionarea cartoanelor aseptice (Tetra Classic Aseptic, Tetra Brik Aseptic, Tetra Pak Aseptic, Tetra Top Aseptic, Tetra Rex Aseptic, Combibloc, Pure Pak etc.) folosite pentru ambalarea laptelui tratat UHT, laptelui imbogatit cu vitamine, saruri, smantanii, sucurilor naturale de fructe, nectarului, sucurilor de legume, piureului de fructe, vinului, bauturilor alcoolice, uleiului comestibil, maionezei, sosurilor, pastei de tomate, bauturilor din orez, alimentelor pentru animale de casa |
|
|
|
Obtinerea materialelor complexe destinate ambalarii concentratelor de supe deshidratate |
|
|
|
Confectionarea de capace pentru inchiderea sub vid a unor produse (gemuri, marmelade etc.) |
|
|
|
Confectionarea de capace cu diametru mare |
|
|
Tabla de aluminiu |
|
Confectionarea cutiilor de conserve, capacelor pentru borcane de sticla utilizate in industria conservelor (tip Omnia) etc. Confectionarea tuburilor suple (deformabile). |
Otelul inoxidabil
Otelul inoxidabil este un material destul de putin utilizat la confectionarea ambalajelor cu toate ca, in industria alimentara este larg raspandit, fiind metalul de baza din componenta utilajelor, indeosebi a reperelor care vin in contact cu produsele alimentare, datorita inertiei chimice si a rezistentei la coroziune. Rezistenta la coroziune este data de metalele incorporate in concentratii destul de ridicate: cupru, nichel, crom, mangan, molibden, vanadiu. Variind concentratia acestor metale se poate obtine o mare varietate de oteluri inoxidabile care pot avea o rezistenta deosebita la coroziune, la frecare sau la temperaturi ridicate.
Pentru industria alimentara intereseaza mai mult otelurile inoxidabile rezistente la coroziune. Acestea au, in general, un continut scazut de carbon (< 0,15 %, de obicei 0,08 %), un continut destul de scazut de fier, dar mult crom 18-20 % si nichel 8-10 %. Cele mai folosite oteluri inoxidabile au 18 % Cr, 8 % Ni si un continut mai scazut de molibden (1-3 %). In cazul produselor alimentare corozive cum sunt sucurile proaspete de citrice sau sucurile de fructe conservate cu SO2 se recomanda folosirea unui otel inox mai bogat in molibden (3 % Mb).
Numeroase studii asupra contaminarii metalice a produselor alimentare au aratat ca otelul inoxidabil este greu de atacat de catre constituentii acestor produse, practic este inert chimic, cu toate ca s-au gasit adesea urme de metale in produsele cu care a fost pus in contact, dozele respective neprezentand insa nici un caracter de toxicitate.
In afara utilizarii la confectionarea unor cutii ambutisate pentru bere, bauturi racoritoare si alcoolice, a butoaielor metalice cilindrice (keg-uri) si a butoiaselor (keggy) pentru bere, otelul inoxidabil Ni-Cr mai este utilizat pentru confectionarea rezervoarelor destinate ambalarii aseptice in vrac a unor produse alimentare.
. Sticla
Sticla este un material plastic anorganic amorf, transparent, insolubil
in apa, rezistent la actiunea acizilor si bazelor, dar fragil la soc mecanic
sau termic. Se obtine prin topirea la temperatura ridicata (
Sticla este utilizata ca material de ambalaj datorita avantajelor sale:
insolubila in apa si rezistenta la actiunea acizilor si bazelor;
inerta chimic in contact cu produsele alimentare;
impermeabila la gaze, vapori, lichide si arome;
nu are miros si nu retine mirosurile;
este rigida (isi mentine formele initiale);
este transparenta (permite controlul vizual al continutului);
este igienica - se spala usor;
poate fi obtinuta in forme si culori variate.
Ca dezavantaje sticla prezinta urmatoarele:
fragilitate: crapa sub actiunea socurilor mecanice sau termice;
are o greutate relativ mare;
depozitare dificila - ambalajele din sticla ocupa acelasi spatiu si goale;
imbatranire sub actiunea agentilor atmosferici (formare de depuneri albicioase).
Printre proprietatile care limiteaza intrucatva utilizarea
sticlei ca material de ambalaj se numara: fragilitatea, rigiditatea, masa
ridicata a ambalajelor insa cea mai importanta este rezistenta termica. Aceasta
este o masura a capacitatii sticlei sau a ambalajului din sticla de a suporta o
modificare brusca a temperaturii. In industria alimentara comportarea sticlei
la temperatura are o importanta deosebita deoarece, in comparatie cu alte ambalaje
pentru produse alimentare ea are cea mai mica rezistenta la soc termic.
Rezistenta maxima la soc termic este de
Principalele situatii in care rezistenta la temperatura a recipientelor din sticla prezinta importanta sunt spalarea recipientelor, umplerea fierbinte cu produs, tratamentul termic al produselor ambalate (pasteurizare, sterilizare) si sterilizarea ambalajului gol pentru umplerea aseptica.
Tratamentul termic al produselor ambalate in recipiente din sticla este specific conservarii legumelor si fructelor in borcane din sticla (pasteurizare sau sterilizare) si pasteurizarii berii in butelii din sticla.
Sterilizarea ambalajului gol se realizeaza cu abur, apa fierbinte sau caldura uscata (aer fierbinte). Este importanta in cazul recipientelor reutilizate care trebuie spalate si sterilizate inainte de umplere.
Materiale plastice
Polietilena
In industrie, polietilena este impartita in doua mari categorii: polietilena de joasa densitate (low density polyethylene = LDPE) cu densitatea 915-939 kg/m3 si polietilena de inalta densitate (high density polyethylene = HDPE) cu densitatea ³ 940 kg/m3. In afara acestor doua categorii se mai produce un sortiment de polietilena de joasa densitate cu structura liniara (linear low density polyethylene = LLDPE).
Polietilena este o masa alba, dura, flexibila si
transparenta, cristalizata partial, a carei culoare si aspect amintesc de
parafina. Densitatea si punctul de inmuiere cresc cu marirea continutului de
masa cristalizata iar solubilitatea in solventi scade. Datorita catenelor lungi
liniare polietilena este cel mai indicat material pentru confectionarea
ambalajelor, deoarece aceasta structura imprima polietilenei flexibilitate,
rezistenta la soc si rezistenta la umiditate. Totodata polietilena este
permeabila la anumite lichide si gaze indeosebi sub forma de folie.
Permeabilitatea la gaze depinde de natura gazului, astfel permeabilitatea
LDPE este folosita pe larg ca material de ambalaj putand fi usor prelucrata prin extrudare-suflare in film tubular sau prin extrudare folosind o matrita canelata si modelare la rece cu obtinerea unui film mai clar. Se utilizeaza fie sub forma de folii simple fie complexate cu folie de aluminiu sau celofan. Poate fi usor modelata prin suflare pentru a se obtine butelii flexibile care pot fi stranse pentru evacuarea continutului. De asemenea, este folosita pentru confectionarea de capace aplicabile, tuburi pliabile si o mare varietate de accesorii.
HDPE este modelata prin suflare in butelii pentru diferite aplicatii in ambala-rea produselor alimentare desi este tot mai mult inlocuita de policlorura de vinil (PVC) si de polietilen tereftalat (PET) care au proprietati bariera mai bune.
PolipropilenaPP
este o substanta incolora si inodora, cu densitate 900 kg/m3, mai
mica decat a PE, cu punct de topire
ridicat 165-
Permeabilitatea la vapori de apa este scazuta iar permeabilitatea la gaze este medie. In schimb, PP are rezistenta buna la grasimi si substante chimice, rezistenta buna la frecare, stabilitate la temperatura ridicata, un luciu si o claritate bune, ceea ce face sa fie un material ideal pentru imprimare.
PP este mai susceptibila la degradare oxidativa la temperaturi ridicate cu formare de produsi cu masa moleculara mai mica necesitand astfel adaos de antioxidanti. Un efect similar degradarii oxidative se observa la iradierea PP.
Utilizarea PP
turnata la ambalarea produselor alimentare este limitata datorita friabilitatii
la temperaturi sub cele de refrigerare si in general nu este recomandata sa fie
folosita pentru produse alimentare dense, ascutite sau grele decat daca este laminata
pe un material mai puternic, rezistent la intepare. Rezistenta relativ ridicata
la temperatura permite folosirea PP
ca strat de lipire in cazul pungilor autoclavabile care ajung la
In ultimul deceniu a crescut utilizarea polipropilenei orientate (OPP) sau biorientate (BOPP) pentru ambalarea produselor alimentare. Filmul de polietilena orientat biaxial BOPP are o claritate mai mare intrucat stratificarea structurilor cristaline reduce variatiile indicelui de refractie prin grosimea filmului ceea ce reduce cantitatea de lumina imprastiata. OPP poate fi produsa prin suflare prin tub, procedee cu barbotare cu intindere mare sau procedee cu rame de intindere.
Polietilen tereftalatul
Polietilen tereftalatul (PET) este un material opac si foarte stralucitor in forma cristalina si clar in forma amorfa. De aceea, filmul PET se foloseste sub forma orientata biaxial stabilizata termic. Pentru a se obtine proprietati bariera speciale si de termosudare se aplica diferite acoperiri.
Proprietatile filmului PET
ca material de ambalaj sunt: rezistenta mare la intindere, rezistenta chimica
foarte buna, este usor, elastic si stabil intr-un domeniu larg de temperatura
(-60°C.+
Pentru imbunatatirea proprietatilor bariera filmul PET se acopera cu LDPE, poliamide sau copolimer PVC / PVdC. PET laminat sau extrudat cu LDPE este foarte usor de lipit si foarte dur. Astfel poate fi folosit la ambalarea etansa a produselor pulverulente si a unor lichide, ambalare urmata de sterilizare cu UV.
Desi multe filme pot fi metalizate, PET este cel mai des supus acestei imbunatatiri considerabile a proprietatilor bariera. Se obtine astfel o reducere de 40 de ori a vitezei de transmisie a vaporilor de apa si de peste 300 de ori a permeabilitatii la oxigen. Filmele termosudabile coextrudate sunt frecvent metalizate si folosite ca strat interior la ambalajele pentru snacks-uri. In aceasta forma PET este folosit si pentru confectionarea de ambalaje termoformate, in acest caz avand diferite grade de rigiditate.
Polistirenul
Polistirenul (PS) este un material termoplastic cu aspect rigid, fiind usor de identificat datorita sunetului clar, aproape metalic, pe care il scoate la caderea pe o suprafata dura.
Proprietatile PS folosit ca material de ambalaj sunt:
material complet amorf deoarece inelele benzenice impiedica apropierea lanturilor;
sticla organica foarte
transparenta, indicele de refractie la
cel mai usor material plastic rigid, densitatea fiind 1 050 kg/m3;
se poate colora foarte usor, printr-o simpla amestecare la rece a rasinii cu colorantul, putand fi prezentat astfel intr-o gama mare de nuante in stare transparenta sau opaca;
poate fi prelucrat usor prin injectie si matritare;
inertie chimica si o rezistenta remarcabila fata de produsele alimentare lichide si pastoase (uleiuri si grasimi animale sau vegetale, sucuri de fructe, bauturi alcoolice, solutii de acizi sau baze);
proprietati bariera bune fata de gaze si slabe fata de vapori de apa;
desi la cald are un miros caracteristic neplacut, acesta dispare repede, iar daca ambalarea si depozitarea se fac corect, mirosul nu este transmis produsului ambalat;
-rezistenta la caldura este
limitata (70.80°C), PS de buna
calitate rezistand si la
PS este un polimer netoxic, insolubil si inactiv fata de produsele alimentare. Trebuie remarcata insa miscibilitatea dintre polimer si monomerul sau, deci prezenta inevitabila a unei cantitati foarte mici de monomer (0,1-0,2 %). Aceste cantitati foarte mici de stiren sunt dificil de extras si nu prezinta nici un caracter de toxicitate. Cu toate acestea, ele pot modifica proprietatile organoleptice ale unor produse alimentare, in special ale celor cu continut de grasimi.
PS rezistent la soc se foloseste sub forma de folie din care se
confectioneaza sub vid recipiente foarte usoare cu pereti opaci cu grosimi de
0,1-
PS expandat
sub forma de folii cu grosimea de 0,13-
Copolimerul Saran
Saran este denumirea comerciala a copolimerului policlorura de vinil / policlorura de viniliden (PVC / PVdC).
Policlorura de viniliden pura permite obtinerea unui film destul de teapan care nu este prea potrivit pentru ambalare. Cu toate acestea, prin copolimerizare cu 5-50 % (de obicei 20 %) clorura de vinil rezulta un film moale, rezistent si relativ impermeabil. Acesti copolimeri au fost comercializati inca din 1940 sub numele de SaranÒ. Desi filmele sunt de fapt copolimeri ai PVC si ai PVdC se obisnuieste sa fie denumite copolimeri PVdC. Proprietatile specifice ale PVdC variaza si cu proprietatile si proportiile copolimerilor prezenti.
Sub actiunea caldurii si luminii PVC isi reduce stabilitatea prin pierderea de molecule de acid clorhidric transformandu-se in macromolecule nesaturate care, la randul lor, pierd dublele legaturi in prezenta oxigenului pe care il absorb. Astfel ca este necesar adaosul unor substante cu actiune stabilizatoare asupra macromoleculei vinilice. Din punct de vedere toxicologic, pentru ambalarea produselor alimentare nu trebuie sa se foloseasca stabilizatori pe baza de plumb, bariu si cadmiu, substantele recomandate fiind derivati de calciu, magneziu si sodiu si anumiti compusi organici ca derivati epoxidici, 2-fenilindol etc.
PVdC sub forma de folie sau pelicula este rezistenta la temperatura, putand fi utilizata pentru umplere cu produs fierbinte si la pasteurizare, fiind astfel un component de baza al recipientelor bariera multistratificate.
Copolimerul PVC / PVdC este folosit adesea ca material care ii imbunatateste rezistenta la intindere, flexibilitatea, claritatea, transparenta si rezistenta la lovire. De asemenea, permeabilitatea la gaze si la umiditate este mai redusa, initierea aparitiei de picaturi de apa din produs fiind dificila. Filmul contractibil poate fi termosudat folosind un procedeu de sudare instantanee cu bare de incalzire acoperite cu teflon. Se folosesc si copolimeri PVdC - PVC la care predomina PVC (85%), aceste rasini fiind mai solubile si mai termoplastice decat PVC pura.
Hartia si cartonul
Hartia si cartonul sunt aglomerari de fibre celulozice rezultate din prelucrarea materiei prime vegetale: paie de cereale, coceni de porumb, stuf, rafie, lemn de brad, pin, castan, fag, plop etc. Originea obtinerii hartiei este atribuita chinezului Ts'ai-Lun care, in 105 e.n. a folosit ca materie prima bambus, dud negru si deseuri textile pentru a obtine foi de hartie prin reunificarea fibrelor separate. In prezent circa 95% din hartia produsa in lume se obtine din lemn, iar din acesta circa 85% este reprezentat de conifere: molid, brad si pin care predomina in padurile din zona temperata nordica.
Majoritatea proprietatilor hartiei depind de directia de orientare a fibrelor celulozice, componente rezultate in urma prelucrarii pastei si uscarii:
greutatea specifica care reprezinta cantitatea de hartie sau carton raportata la unitatea de suprafata (g/m2);
grosimea unui singur strat de material, exprimata in mm sau mm;
microporozitatea;
rezistenta la intindere denumita si rezistenta de rupere la tractiune;
rezistenta la plesnire, la sfasiere, rigiditatea, rezistenta la indoiri repetate.
Dintre nenumaratele sortimente de hartie fabricate in prezent, in structura materialelor complexe din care se confectioneaza ambalaje pentru ambalarea aseptica a alimentelor se utilizeaza urmatoarele:
hartie kraft obtinuta din pasta kraft nealbita, astfel ca este aspra, deosebit de rezistenta, alba, naturala sau colorata;
hartie albita, obtinuta din pulpa relativ alba, astfel ca este curata, stralucitoare si moale, putand fi imprimata foarte bine;
hartie pergament este translucida si hidratata pentru a fi rezistenta la uleiuri si grasimi.
hartie muselina, subtire, rezistenta si flexibila;
hartie sulfurizata, inodora, insipida, rezistenta la apa fierbinte, impermeabila la apa si grasimi si cu permeabilitate redusa la aer;
hartie cerata obtinuta prin acoperirea cu ceara a hartiei pergament, pergaminata, kraft sau albita, devenind un material bariera fata de lichide si vapori;
Cartonul se obtine prin imbinarea mai multor straturi de hartie pentru a rezulta un material de ambalaj cu rezistenta mecanica marita fata de hartie. Imbinarea se realizeaza prin suprapunere si presare in stare umeda sau lipire folosind diferite tipuri de adezivi.
Atat hartia cat si cartonul sunt utilizate in structura materialelor complexe din care se confectioneaza cartoanele destinate ambalarii aseptice a alimentelor (Tetra Pak Aseptic, Tetra Brik Aseptic, Combibloc, Pure Pak etc.).
Materiale complexe pe baza de carton
Materialul complex din care se confectioneaza cartoanele destinate ambalarii aseptice
consta din straturi de hartie albita si nealbita acoperita la interior si exterior cu polietilena.
Fig. 2.2. Structura unui
carton laminat pe baza de hartie pentru umplere aseptica: 1 - strat de polietilena exterior; 2 - decor, imprimare (cerneala); 3 - hartie albita; 4 - hartie nealbita; 5 - polietilena laminata; 6 - folie de aluminiu; 7 - strat interior de polietilena oxidata; 8 - strat interior de polietilena neoxidata
Functiile diferitelor straturi ale cartoanelor sunt urmatoarele :
stratul de polietilena exterior protejeaza imprimarea (stratul de cerneala) si permite clapelor ambalajului sa fie sudate;
hartia albita este suportul pentru decor iar hartia nealbita ofera ambalajului rigiditatea mecanica necesara;
polietilena laminata reprezinta liantul, adezivul dintre folia de aluminiu si stratul de hartie;
folia de aluminiu actioneaza ca bariera fata de gaze si asigura protectia produsului fata de lumina;
cele doua straturi de polietilena interioare asigura proprietati bariera fata de lichide.
Cartoanele pot fi confectionate direct pe masinile de ambalare (Tetra Classic Aseptic, Tetra Brik Aseptic, Tetra Prisma Aseptic, Tetra Wedge Aseptic etc.) sau se pot folosi cartoane preconfectionate care sunt predecupate, stantate si imbinate longitudinal (Tetra Rex Aseptic, Pure Pak, Combibloc etc.) (Turtoi, 2000).
2.4. Procesarea cu pulsuri de lumina
Preocuparea pentru folosirea impulsurilor ultrascurte de lumina necoerenta in scopul conservarii produselor alimentare este recenta, primul patent fiind inregistrat in SUA in 1988 (PurePulse, 1995).
Aceasta metoda noua de conservare este extrem de tentanta deoarece pulsurile de lumina sunt eficiente in distrugerea microbiotei, tratament echivalent operatiilor de pasteurizare - sterilizare dar care nu determina o crestere de temperatura, poate fi aplicat produselor ambalate in diferite materiale de ambalare (materiale plastice, sticla etc.) si se preteaza pentru organizarea unor linii de prelucrare continue (Dunn et al., 1995).
Generarea pulsurilor de lumina (PL)
Pulsurile de lumina pot fi produse de doua tipuri de generatori: tip laser si lampi flash.
In fig. 2 sunt prezentate comparativ principalele caracteristici ale celor doua tipuri de generatori PL.
Fig. 2. Principalele caracteristici ale
radiatiei produse de generatorii de pulsuri
de lumina (PL): laserul si lampa flash (Nederita, 1995; Amarfi et al., 1996).
Laserul (Light Amplification by Stimulated Emission of Radiation = amplificarea luminii prin emisia stimulata a radiatiei) genereaza energie electromagnetica coerenta la frecvente situate intre domeniul microundelor si cel al spectrului vizibil si ultraviolet.
In fig. 2.1 este prezentat randamentul spectral al lampii
IFP - 800. Lampa prezinta urma-toarele particularitati constructive si
functionale: forma cilindrica (d =
|
Fig. 2.1. Randamentul spectral al lampii flash IFP - 800 (Nederita, 1995) |
Dupa cum se observa din fig. 2.4, valorile maxime ale randamentului spectral sunt situate in intervalul l = 300-500 nm, care este practic spectrul de lumina solara ce participa nemijlocit la toate procesele care au loc in natura.
Cercetari efectuate cu pulsuri de lumina
Cercetarile efectuate cu pulsuri de lumina obtinute cu generatori tip laser si lampi flash au elucidat mecanismele care determina aparitia efectelor acustice de impuls, care sunt legate in principal de efectul termic de impuls. Acesta actioneaza prin doua mecanisme:
gradientul de presiune conditionat de repartizarea neuniforma a radiatiei pe suprafata de actiune si de incalzire neuniforma cu dilatare termica brusca.
transformare de faza instantanee a lichidului iradiat: fierbere si vaporizare exploziva. Acest mecanism provoaca initierea de unde acustice in regim de impulsuri (Nederita 1995).
Aplicarea iradierii cu laser in tehnologiile industriei alimentare si in biotehnologii este o problema de perspectiva atat pentru inactivarea microflorei de contaminare cat si pentru intensificarea proceselor de productie. In functie de intensitate, radiatia laser poate atenua proprietatile fiziologice, altera metabolismul sau puterea patogena, poate realiza transformari ireversibile si determina moartea celulei.
In 1990, Levon a cercetat actiunea iradierii cu laser asupra microflorei specifice care contamineaza produsele de panificatie alcatuita din mucegaiuri: Aspergillus flavus, Aspergillus niger, Penicillium vitale, Penicillium islandicum, si bacterii din genul Bacillus (Levon, 1990).
In experiment s-a folosit laserul tip LG-38, He-Ne, cu o putere de 0,02 W si l = 632,8 nm si laserul He-Cd, cu o putere de 0,05 W si l= 441,6 nm. Microorganismele supravietuitoare din toate probele supuse iradierii cu laser timp de 30 s - 10 min si-au pastrat vitalitatea. Pentru micromicete s-a constatat un efect stimulator in urma iradierii in limitele 2-7 min, evidentiat prin modificarea morfologiei si a vitezei de dezvoltare. Coloniile culturilor iradiate audimensiuni mai mari comparativ cu probele martor. S-a observat o granulatie mai mare a citoplasmei.
De asemenea, coloniile de Aspergillus flavus au prezentat o pigmentatie locala accentuata. Penicillium vitale se comporta diferentiat: astfel de observa o reducere a capacitatii de biosinteza a pigmentilor. Marirea timpului de actionare pana la 10 min nu modifica vizibil efectul stimulator in dezvoltare. Pentru bacterii, la iradieri de 2-10 min, nu s-au observat influente asupra dimensiunii coloniilor si a proprietatilor tinctoriale. Iradieri la durate de peste 10 min determina diminuarea efectului stimulator la micromicete, iar la 20 min se constata modificari in dinamica multiplicarii populatiilor cu scaderea numarului de celule viabile; citoplasma devine transparenta (Levon, 1990).
Inactivarea microorganismelor de la suprafata produselor
alimentare si a materialelor de ambalare utilizand pulsuri de lumina necoerenta
generata de lampi flash cu gaz inert (xenon) este descrisa de Anonymous in 1988
(Mertens si Knorr, 1992). Pulsurile de lumina sunt caracterizate astfel: t=10-6
- 10-1s, energia specifica Esp
= 0,01-50 J/cm2,
l=
170 - 2600 nm.
Procedeul PureBright, folosit in purificarea apei, sterilizarea produselor medicale si alte aplicatii utilizeaza pulsuri scurte de lumina mai intense de 90 000 ori decat lumina solara la nivelul marii pentru a distruge virusuri, bacterii, spori, fungi, protozoare si alte microorganisme care pot transmite boli (PurePulse, 1995; Maxwell, 2002). De asemenea, sistemele PurePulse produc distrugeri selective la nivelul acizilor nucleici permitand inactivarea virusilor si recuperarea proteinelor functionale. Tratamentul este rapid si eficient si, intrucat pentru sterilizare nu se utilizeaza agenti chimici, nu exista reziduuri si nu apar probleme legate de uscarea materialelor.
Levon (1990), considera ca efectul produs de pulsurile de lumina asupra microorganismelor este indeosebi fototermic. In acest fel se transfera o cantitate mare de energie termica la suprafata materialului in asa fel incat in stratul superficial sa se realizeze temperaturi suficient de mari pentru a inactiva microorganismele de suprafata, enzimele si virusurile. Acest proces se realizeaza fara a se produce o crestere de temperatura in interiorul produsului.
Procedeul SteriPulse-XL genereaza lumina in spectru vizibil / UV sub forma de impulsuri scurte controlate mai intense de 50 000 - 100 000 decat lumina solara (Xenon, 2003).
Printre aplicatiile acestui procedeu se numara:
igienizarea spatiilor prin amplasarea lampilor UV / VIS pe peretii camerelor frigorifice, in interiorul traseelor de incalzire si aer conditionat sau in interiorul incintelor industriale (exemple: decontaminarea mediului interior din spitale si laboratoare de microbiologie);
decontaminarea sau sterilizarea suprafetelor netede si uscate prin amplasarea lampilor in tuneluri de trecere, deasupra benzilor transportoare si in interiorul unor carcase protectoare - eficiente asupra aluminiului, hartiei, sticlei si a altor materiale netede;
sterilizarea si decontaminarea lichidelor care permit trecerea luminii ultraviolete cum sunt: apa, solutiile chimice, solutiile tampon si solutiile diluate de proteine, efectul fiind inactivarea virusilor;
sterilizarea produselor lichide farmaceutice limpezi, a ustensilelor medicale si a materialelor de ambalaj;
decontaminarea suprafetelor aspre ale alimentelor si a altor materiale
Produsele care sunt sterilizate nu trebuie sa fie distruse sau sa devina instabile la actiunea impulsurilor UV sau vizibil. Materialele sunt expuse la nivele de energie diferite prin variatia parametrilor operatiei de baza, dintre care se remarca datorita influentei asupra stabilitatii componentelor cantitatea totala de energie la care este expusa proba, numarul de impulsuri si energia specifica raportata la un impuls. De exemplu, anumite tipuri de polimeri utilizati pentru confectionarea ustensilelor medicale sunt deteriorate daca sunt expuse la o energie specifica de 4 J/cm2 cu 1 J/cm2 si impuls dar rezista la 4 J/cm2 cu 0,5 J/cm2 si impuls.
De asemenea, pe multe materiale de ambalaj supuse la sterilizare prin procedeul SteriPulse-XL pe spate apar pete negre atunci cand sunt expuse la energii mari. Intrucat pulsurile de lumina UV / VIS au un domeniu larg de lungimi de unda este necesara testarea pentru stabilirea compatibilitatii oricarui material care absoarbe lumina.
Un alt lucru de care trebuie sa se tina seama este alegerea materialului pentru confectionarea ambalajului. Cele mai eficiente sunt materialele care permit trecerea luminii cu nivel energetic ridicat: polietilena de joasa densitate, poliamidele (nylonul) si polietilena de inalta densitate.
Materialele care blocheaza trecerea luminii UV sau o absorb nu sunt potrivite pentru incercari. Ambalajele din sticla permit patrunderea luminii din spectrul vizibil dar nu permit trecerea luminii ultraviolete. Radiatiile ultraviolete cu energie mai mare sunt esentiale pentru inactivarea microorganismelor si sterilizare.
In tabelul 2.2 este prezentata energia necesara pentru distrugerea in proportie de 99,9 % a microorganismelor la o lungime de unda de 254 nm si diferite valori ale energiei (Sharma si Demirci 2003; Xenon, 2003).
Efectul impulsurilor ultrascurte de lumina este suficient pentru distrugerea microorganismelor de pe suprafata ambalajului (Mertens si Knorr, 1992).
Nederita (1995) a utilizat pentru uscarea cartofilor o instalatie experimentala adaptata pe o instalatie clasica de uscare convectiva.Amarfi et al. (1997, 1998, 2000) au utilizat o instalatie experimentala de laborator adaptata pe o instalatie clasica de uscare convectiva cu aer cald pentru uscarea unor produse vegetale verzi: marar, patrunjel, busuioc etc.: uscare convectiva ca proba martor, si uscare radiant - convectiva. De asemenea, exista incercari de studiere a supravietuirii unor microorganisme in urma tratamentului cu pulsuri de lumina (Amarfi et al., 2003).
Desi inca nu exista o teorie adecvata si completa care ar putea lamuri formele de interactiune a emisiilor radiante de pulsuri de lumina cu materiale biologice si fizice, procesarea cu pulsuri de lumina este considerata o tehnica de procesare minima in plina ascensiune in domeniul cercetarii, in special, dar si in productie.
Efectele impulsurilor ultrascurte de lumina ce actioneaza asupra microorganismelor sunt complexe, incomplet cercetate, lasand loc pentru noi cercetari si studii prin care sa se stabileasca conditii concrete de iradiere in functie de tipul de microorganisme si natura produsului sau materialului contaminat.
Tabelul 2. Energia UV
necesara pentru distrugerea diferitelor microorganisme
in proportie de 99,9% la l = 254 nm
|
Microorganism |
Energia UV, J/cm2 |
Microorganism |
Energia UV, J/cm2 |
|
Bacterii |
|||
|
Agrobacterium tumefaciens |
8,5 |
Mycobacterium tuberculosis |
|
|
Bacillus anthracis |
8,7 |
Neisseria catarrhalis |
8,5 |
|
Bacillus megaterium (vegetativ) |
2,5 |
Proteus vulgaris |
6,6 |
|
Bacillus megaterium (spori) |
|
Pseudomonas aeruginosa |
3,9 |
|
Bacillus paratyphesus |
6,1 |
Rhodospirillum rubrum |
6,2 |
|
Bacillus subtilis (vegetativ) |
|
Salmonella (peste) |
|
|
Bacillus subtilis (spori) |
|
Salmonella enteritidis |
7,6 |
|
Clostridium tetani |
|
Salmonella paratyphi |
6,1 |
|
Corynebacterium diphteriae |
6,5 |
Salmonella typhimurium |
|
|
Ebertella typhosa |
4,1 |
Salmonella typhosa |
7,0 |
|
Enterococcus faecalis |
|
Sarcina sp. |
|
|
Escherichia coli |
6,6 |
Serratia marcescens |
6,2 |
|
Lactococcus lactis |
8,8 |
Shigela dysenteriae |
4,2 |
|
Legionella bozemanii |
3,5 |
Shigela flexneri |
3,4 |
|
Legionella dumoffi |
5,5 |
Shigela sonnei |
7,0 |
|
Legionella gormanii |
4,9 |
Staphylococcus opidermidis |
5,8 |
|
Legionella longbeachae |
2,9 |
Staphylococcus aureus |
7,0 |
|
Legionella micdadei |
3,1 |
Staphylococcus haemolyticus |
5,5 |
|
Legionella pneumophila |
3,8 |
Staphylococcus viridans |
3,8 |
|
Leptospira interrogans |
6,0 |
Vibrio cholerae |
6,5 |
|
Virusuri |
|||
|
Bacteriofagi |
|
Poliovirus |
|
|
Virusul hepatic |
|
Virusul Rota |
24,0 |
|
Virusul gripal |
|
Virusul mozaicului tutunului |
|
|
Drojdii |
|||
|
Drojdie de paine |
|
Saccharomyces var ellipsoideus |
|
|
Drojdie de bere |
|
Saccharomyces sp. |
|
|
Spori de mucegai |
|||
|
Aspergillus flavus |
99,0 |
Penicillium sp. |
88,0 |
|
Aspergillus glaucus |
88,0 |
Penicillium expensum |
22,0 |
|
Aspergillus niger |
|
Penicillium roqueforti |
26,4 |
|
Mucor sp. |
26,4 |
Rhizopus sp. |
|
|
Protozoare |
|||
|
Chlorella vulgaris (alga) |
|
Paramoecium |
|
|
Phytomonas tumefaciens |
8,5 |
|
|
Aparatura
Aparatura utilizata pentru determinarile experimentale:
instalatie de tratament cu impulsuri ultrascurte de lumina prevazuta cu un grup de generatori pentru producerea PL, o lampa flash tip IFP-800 si o incinta in care probele se supun tratamentului cu PL;
termostat reglat la 26.28°C.
La baza tratamentului cu impulsuri ultrascurte de lumina se afla lampa IFP-800 cu descarcare in gaz neutru (xenon) cu ajutorul careia se obtin PL ("flash-urile") si, evident, generatorii capabili sa inmagazineze o cantitate mare de energie pe care s-o descarce apoi intr-un timp extrem de scurt sub forma de lumina coerenta.
Caracteristicile de emisie ale lampii IFP-800 sunt: camp
electromagnetic cu lungime de unda l = 200 -
1000 nm, regim cu impulsuri cu durata t = 10-1
- 10-4 s, intensitate luminoasa
E = 1000 - 8000 J. Distributia
spectrala este asemanatoare luminii solare, cu maximul cuprins intre 200 - 500
nm.
Instalatia de lucru (fig. 4.1) este compusa dintr-un generator
de impulsuri si o incinta in care se realizeaza iradierea, incinta in care se
afla si lampa cu descarcare in gaz.
Fig.2.2 .Instalatia experimentala pentru
tratamentul cu PL: 1 - generator de
impulsuri;
2 - lampa flash ILP-800; 3 - capac; 4 - incinta; 5 - proba de
material inoculata
cu spori de mucegai sau celule de drojdie; 6
- sita perforata; 7 - suport.
Generatorul de impulsuri are o baterie de condensatori a caror capacitate insumeaza 500 mF si prin incarcarea carora este posibila realizarea tensiunilor de lucru de pana la 2500 V. Tensiunea de lucru la bornele lampii se poate varia cu ajutorul unui reostat.
Instalatia dispune de un dispozitiv de autodeclansare automata a flash-ului in momentul in care se atinge tensiunea de lucru dorita la bornele lampii. Lampa flash IFP-800 (2) este fixata deasupra unei site (6) pe care se aseaza proba supusa tratamentului.
Metode de lucru
Atat pregatirea probelor cat si inocularea probelor si tratamentul cu PL au fost facute in conditii care sa impiedice contaminarea din exterior a probelor.
. Pregatirea probelor
Hartia innobilata cu PE a fost taiata in patrate regulate
avand dimensiunile de 4×4 cm. Aceste patrate au fost introduse intr-un sablon
din carton cu ajutorul unei pensete si fixate cu cleme, sablonul avand o
decupare de 2×2 cm astfel incat sa ramana libera suprafata stabilita de
2×2 = 4 cm2. Proba a fost introdusa astfel incat stratul de LDPE sa apara in fereastra sablonului de
carton intrucat inocularea s-a realizat pe aceasta parte, ea fiind destinata
contactului cu alimentele ambalate.In cazul sticlei nu a fost necesara o
pregatire a probelor, acestea fiind reprezentate de placi Petri sterile.
Inocularea probelorProbele de hartie au fost inoculate cu spori de mucegai in timp ce sticla a fost inoculata cu celule de drojdie suspensionate in ser fiziologic. Inocularea a fost facuta in conditii aseptice.
Probele pe hartie innobilata cu LDPE
S-au utilizat spori de Aspergillus cinnamomeus crescut pe tarate de grau. Cu o spatula s-a presarat mediu cu o concentratie mare de spori pe suprafata polietilenei, in fereastra sablonului de carton, dupa care sa scuturat usor sablonul pentru ca sporii de mucegai sa fie distribuiti cat mai uniform pe suprafata probei.
Pentru inocularea cu spori de Cladosporium herbarum s-au folosit tampoane sterile cu vata. Pe suprafata tampoanelor s-au trecut sporii de mucegai prin rasucirea acestuia peste o cultura crescuta pe un mediu solid. Tamponul incarcat de spori a fost trecut peste suprafata probelor, in fereastra sablonului, avand grija ca de fiecare data sporii sa se distribuie uniform.
Probele pe sticla
Din suspensiile de drojdii Candida micoderma si Saccharomyces cerevisiae (uvarum) s-au trecut cate 1 ml in fiecare proba.
Tratamentul cu PL
Probele inoculate, exceptand proba martor, au fost asezate, pe rand, pe
sita perforata, la o distanta de
La fiecare serie de probe s-a urmarit efectul densitatii energetice asupra distrugerii microorganismelor, variind densitatea energetica pentru acelasi numar de impulsuri (aceeasi durata de actiune a PL), si efectul duratei tratamentului, variind numarul de impulsuri pentru aceleasi densitate energetica.
Valorile densitatii energetice aplicate si ale duratei tratamentului au fost stabilite in urma unor seturi de experimente preliminare. Astfel pentru cele patru microorganisme testate s-au folosit:
Cladosporium herbarum
durata tratamentului: 11×10-3 s, 20×10-3 s, 30×10-3 s;
densitatea energetica: 0,497 J/cm2; 0,715 J/cm2; 0,974 J/cm2; 1,273 J/cm2;
Aspergillus cinnamomeus
durata tratamentului: 10×10-3 s, 15×10-3 s, 20×10-3 s;
densitatea energetica: 0,497 J/cm2; 0,715 J/cm2; 0,974 J/cm2; 1,273 J/cm2;
Candida mycoderma
durata tratamentului: 2×10-3 s, 4×10-3 s, 6×10-3 s, 8×10-3 s;
densitatea energetica: 0, 317 J/cm2; 0,497 J/cm2; 0,715 J/cm2; 0,974 J/cm2;
Saccharomyces cerevisiae
durata tratamentului: 2×10-3 s, 4×10-3 s, 6×10-3 s, 8×10-3 s;
densitatea energetica: 0, 179 J/cm2; 0, 317 J/cm2; 0,497 J/cm2; 0,715 J/cm2.
Analize microbiologice
Probe de la studiul decontaminarii hartiei-LDPE
Fiecare proba de hartie tratata si martorul au fost
introduse in baloane Erlenmayer cu cate
50 ml de ser fiziologic, agitate usor pentru a obtine suspensii de spori.
Pentru
determinarea numarului de spori pe proba martor si de spori supravietuitori pe
probele supuse tratamentului cu PL s-a introdus cate 1 ml din fiecare proba
intr-o placa Petri cu must de malt cu agar (MMA). Dupa termostatare la
Probe de la studiul decontaminarii sticlei
La probele inoculate cu suspensie de drojdii s-a adaugat
mediul de cultura atat pe probe, dupa tratamentul cu PL, cat si pe placile
martor. Probele au fost termostatate 2-3 zile la
Calcule
Numarul de unitati formatoare de colonii de pe placi a fost
notat cu n. Pentru fiecare serie de
probe au fost facute probe duble sau triple in functie de microorganism,
obtinandu-se o valoare medie de colonii pe placa ![]() .
.
Pentru probele pe hartie innobilata cu LDPE numarul de unitati formatoare de colonii pe un cm2 de material de ambalaj expus actiunii PL se calculeaza cu relatia:
![]()
in care:
N reprezinta numarul de unitati formatoare de colonii de pe placa, in ufc/cm2;
50 - volumul suspensiei de spori de mucegai, in ml;
4 - suprafata inoculata cu spori de mucegai a probei (suprafata decuparii sablonului), in cm2;
V - volumul de suspensie de spori trecut pe placile Petri, in ml.
Pentru probele pe sticla numarul de colonii pe un cm2 de material de ambalaj expus actiunii PL se calculeaza cu relatia:
![]() (4.2)
(4.2)
in care:
![]() reprezinta suprafata
medie a placilor Petri, in cm2:
reprezinta suprafata
medie a placilor Petri, in cm2:
![]() (4.3)
(4.3)
![]() - diametrul mediu al
placilor (
- diametrul mediu al
placilor (
Deci
![]() = 58,765 cm2.
= 58,765 cm2.
Energia generata la o descarcare a condensatorilor instalatiei de producere PL este data de relatia:
![]() (4.4)
(4.4)
in care:
E reprezinta energia radianta a sursei, in J;
h -
randamentul de transformare a energiei electrice in energie radianta, in
functie de tipul
sursei (aprox. 0,7);
Eel - energia electrica a sursei, in J.
![]() (4.5)
(4.5)
C - capacitatea bateriei de condensatoare, in F (C = 500-700 μF);
U - tensiunea electrica la bornele lampii, V (U = 800-2000 V).
Densitatea energetica se calculeaza cu relatia:
![]() (4.6)
(4.6)
in care:
A este suprafata iradiata de lampa la nivelul probei, cm2.
![]() (4.7)
(4.7)
r -
distanta dintre lampa si proba de lucru, cm (![]() 7 cm);
7 cm);
l -
lungimea lampii intre electrozii acesteia, cm (![]() 8 cm).
8 cm).
A are valoarea constanta de 352 cm2.
Rezultatele
obtinute au fost prelucrate folosind TableCurve 2D, program cu care s-au
stabilit curbele de regresie ![]() ,
, ![]() si
si ![]() necesare pentru
calculul marimilor:
necesare pentru
calculul marimilor:
D - timpul de reducere zecimala a populatiei microbiene, in s, avand aceeasi semnificatie ca in cazul tratamentului termic clasic;
z - arata cu cat trebuie sa creasca densitatea energetica astfel incat valoarea lui D sa se reduca la 1/10 din valoarea sa si se masoara in J/cm2.
Marimile D si z sunt specifice fiecarui microorganism in parte si au fost calculate pentru toate cele patru microorganisme utilizate.
Curbele obtinute in graficele semilogaritmice amintite mai sus, trasate pe baza datelor experimentale, sunt descrise de ecuatia:
![]() (2.8)
(2.8)
D se determina cu ajutorul graficului ![]() pentru care programul
TableCurve 2D da constantele a si b, iar pentru un y1 si un y2
se calculeaza cu relatia (7) un x1
si un x2 cu conditia
ca y1/ y2 = 10,
D fiind dat de diferenta dintre x2 si x1.
pentru care programul
TableCurve 2D da constantele a si b, iar pentru un y1 si un y2
se calculeaza cu relatia (7) un x1
si un x2 cu conditia
ca y1/ y2 = 10,
D fiind dat de diferenta dintre x2 si x1.
z se
determina similar cu D utilizand
graficul ![]() .
.
. Decontaminarea suprafetei hartiei innobilate cu polietilena
Obiectivele tratamentului cu impulsuri ultrascurte de lumina al suprafetei hartiei acoperite cu polietilena de joasa densitate, inoculata cu spori de mucegai, au fost:
studiul comportamentului la tratamentul cu PL a sporilor de Cladosporium herbarum si de Aspergillus cinnamomeus;
supravietuirea sporilor de mucegai in urma tratamentului cu PL cu acelasi numar de impulsuri (aceeasi durata a tratamentului) pentru diferite densitati energetice;
supravietuirea sporilor de mucegai in urma tratamentului cu PL la aceeasi densitate energetica pentru durate diferite de tratament (numar diferit de impulsuri);
calculul valorilor D si z;
aprecierea decontaminarii suprafetei materialului prin tratamentul cu PL.
. Supravietuirea sporilor de Cladosporium herbarum pe hartie - LDPE
in urma tratamentului cu PL
Determinarile experimentale constand in tratarea cu PL a suprafetei hartiei acoperite cu polietilena de joasa densitate, inoculata cu spori de Cladosporium herbarum, au urmarit:
supravietuirea sporilor de Cladosporium herbarum in urma tratamentului cu PL cu acelasi numar de impulsuri (aceeasi durata a tratamentului) pentru diferite densitati energetice: 0,497; 0,715; 0,974 si 1,273 J/cm2;
supravietuirea sporilor de Cladosporium herbarum in urma tratamentului cu PL la aceleasi densitate energetica pentru durate diferite de tratament (numar diferit de impulsuri): 11×10-3; 20×10-3 si 30×10-3 s;
calculul valorilor D si z pentru supravietuirea sporilor de Cladosporium herbarum.
Supravietuirea sporilor de Cladosporium herbarum pe hartie - LDPE tratata cu PL la diferite densitati energetice
Asa cum rezulta si din cap. 4 (Materiale si metode), durata tratamentului cu PL pentru a urmari supravietuirea sporilor de Cladosporium herbarum pe hartie acoperita cu polietilena de joasa densitate a variat de la 11×10-3 s la 30×10-3 s.
In fig. 5.1 este prezentata variatia numarului de spori
supravietuitori in functie de densitatea energetica a tratamentului cu PL, lgN = f
(Ed), pentru durata
tratamentului de 11×10-3 s
(11 flash-uri produse de lampa IFP-800), iar in fig. 5.2 fotografiile placilor
Petri in care s-au dezvoltat sporii supravietuitori tratamentului PL provenind
de pe hartie-LDPE in cazul acestor
probe.
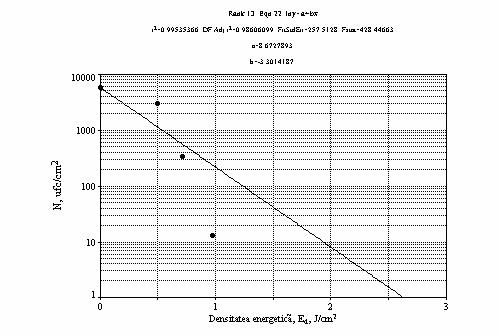
Fig. 5.1. Variatia numarului de spori
supravietuitori/cm2 de Cladosporium
herbarum in functie de densitatea energetica pentru durata de 11×10-3
s.


a) b) c)
Fig. 5.2. Fotografii ale placilor Petri in care s-au dezvoltat sporii supravietuitori tratamentului PL provenind de pe hartie-PE tratata 11×10-3 s pentru diferite densitati energetice:
a) 0,497 J/cm2; b) 0,715 J/cm2; c) 0,974 J/cm2.
Din ambele figuri se observa reducerea numarului de spori supravietuitori la cresterea valorii densitatii energetice aplicata in tratamentul cu PL.
Rezultate similare s-au obtinut pentru toate tratamentele aplicate, graficele rezultate nefiind incluse in raport. Din toate graficele si fotografiile se observa reducerea semnificativa a numarului de spori supravietuitori pe unitatea de suprafata de material inoculat si tratat cu PL cu cresterea densitatii energetice a tratamentului aplicat probelor de lucru pentru aceleasi durate ale tratamentului.
Supravietuirea sporilor de Cladosporium herbarum pe hartie - LDPE tratata cu PL
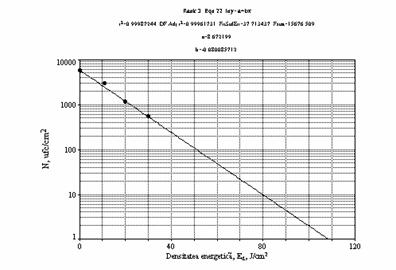
pentru
durate diferite ale tratamentului cu PL
Densitatea energetica a tratamentelor aplicate probelor de hartie - LDPE inoculate cu spori de Cladosporium herbarum a avut valorile: 0,497; 0,715; 0,974 si 1,273 J/cm2
In fig. 5.3 este prezentata variatia numarului de spori supravietuitori in functie de durata tratamentului cu PL, lgN = f (t), pentru toate densitatile energetice aplicate, reprezentare grafica din care se calculeaza valoarea D, respectiv: D1 = 28,75×10-3 s.
Fig. 5.3. Variatia numarului de spori supravietuitori/cm2 de Cladosporium herbarum
in functie de durata tratamentului pentru Ed = 0,497 J/cm2.
Similar s-au obtinut: D2 = 13,41×10-3 s.
D3 = 9,72×10-3 s.
D4 = 7,49×10-3 s.
Cu cele patru valori obtinute pentru D se reprezinta grafic lgD = f (Ed) - fig. 5.4.
Din acest grafic se obtine z = 0,90 J/cm2 marime care reprezinta numarul de J/cm2 necesari pentru reducerea D cu la o zecime (adica parcurgerea unui ciclu logaritmic), similara z la tratamentul termic, dar exprimat in °C.
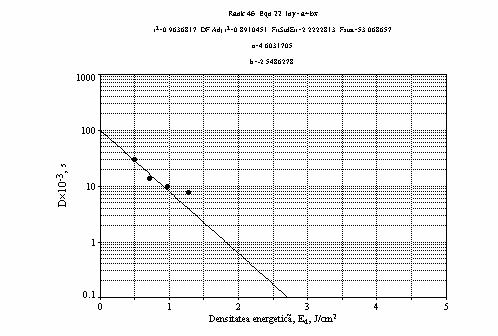
Fig. 5.4. Variatia valorii D cu densitatea energetica pentru sporii
supravietuitori de Cladosporium herbarum
in urma tratamentului cu PL al
hartiei acoperite cu LDPE.
5.1.2. Supravietuirea sporilor de Aspergillus cinnamomeus pe hartie - LDPE
in urma tratamentului cu PL
Determinarile experimentale constand in tratarea cu PL a suprafetei hartiei acoperite cu polietilena de joasa densitate, inoculata cu spori de Aspergillus cinnamomeus, au urmarit:
supravietuirea sporilor de Aspergillus cinnamomeus in urma tratamentului cu PL cu acelasi numar de impulsuri (aceeasi durata a tratamentului) pentru diferite densitati energetice: 0,497; 0,715; 0,974 si 1,273 J/cm2;
supravietuirea sporilor de Aspergillus cinnamomeus in urma tratamentului cu PL la aceleasi densitate energetica pentru durate diferite de tratament (numar diferit de impulsuri): 10×10-3; 15×10-3 si 20×10-3 s;
calculul valorilor D si z pentru supravietuirea sporilor de Aspergillus cinnamomeus.
Supravietuirea sporilor de Aspergillus cinnamomeus pe hartie - LDPE tratata cu PL la diferite densitati energetice
Pentru a urmari supravietuirea sporilor de Aspergillus cinnamomeus pe hartie acoperita cu LDPE, durata tratamentului cu PL a variat de la 10×10-3 s la 20×10-3 s.
In fig. 5.5 este prezentata variatia numarului de spori supravietuitori in functie de densitatea energetica a tratamentului cu PL, lgN = f (Ed), pentru durata tratamentului de 30×10-3 s, iar in fig. 5.6 fotografiile placilor Petri in care s-au dezvoltat sporii supravietuitori tratamentului PL provenind de pe hartie-LDPE in cazul acestor probe.
Fig. 5.5. Variatia numarului de spori supravietuitori/cm2 de Aspergillus cinnamomeus in functie de densitatea energetica pentru durata de 30×10-3 s.
a) b) c) d)
Fig. 5.6. Fotografii ale placilor Petri in care s-au dezvoltat sporii supravietuitori tratamentului PL provenind de pe hartie-PE tratata 20×10-3 s pentru diferite densitati energetice:
a) 0,497 J/cm2; b) 0,715 J/cm2; c) 0,974 J/cm2; d) 1,273 J/cm2.
Reducerea numarului de spori supravietuitori odata cu cresterea densitatii energetice aplicate la tratamentul cu PL este bine ilustrata prin figurile precedente; se observa ca se ajunge chiar la decontaminare completa (fig. 5.6 d).
Supravietuirea sporilor de Aspergillus cinnamomeus pe hartie - LDPE tratata cu PL pentru durate diferite ale tratamentului cu PL
Densitatea energetica a tratamentelor aplicate probelor de hartie - LDPE inoculate cu spori de Aspergillus cinnamomeus a avut valorile: 0,497; 0,715; 0,974 si 1,273 J/cm2
In fig. 5.7 este prezentata variatia numarului de spori supravietuitori in functie de durata tratamentului cu PL, lgN = f (t), pentru toate densitatile energetice aplicate, din fiecare reprezentare grafica putandu-se calcula valoarea D pentru tratamentul respectiv.
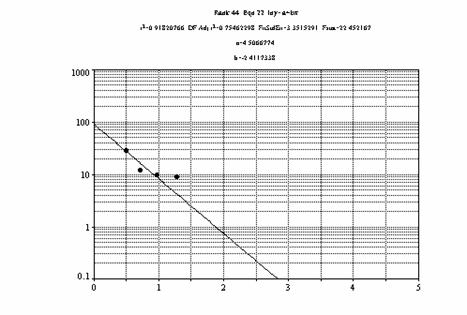
In continuare, cu cele patru valori obtinute pentru D se reprezinta grafic lgD = f
(Ed):
Se obtine z = 0,96 J/cm2 marime care reprezinta numarul de J/cm2 necesari pentru reducerea D cu la o zecime (adica parcurgerea unui ciclu logaritmic) la tratamentul cu PL al hartiei acoperite cu LDPE, inoculata in prealabil cu spori de Aspergillus cinnamomeus.
Ambalarea este, in cele mai multe cazuri, un punct critic important in analiza riscurilor - punctele critice de control (HACCP - Hazard Analysis. Critical Control Point), astfel ca trebuie sa se acorde o atentie deosebita atat realizarii operatiei cat si calitatii si starii de igiena a ambalajului sau a materialului de ambalaj utilizat intrucat, pentru a pastra calitatea unui aliment in timp este esential ca materialul de ambalaj care vine in contact cu alimentele sa nu fie contaminat microbiologic, chiar sa fie steril, in unele situatii (ambalare aseptica).
Aceste tendinte au stat si la originea cercetarilor intreprinse pentru elaborarea cercetarii demarate in 2003 cu o ampla documentare pentru indeplinirea obiectivelor grantului tip A, Cercetari asupra materialelor de ambalaj folosite la ambalare aseptica.
Obiectivele cumulate ale tratamentului cu pulsuri de lumina stabilite pentru cele doua materiale de ambalaj a caror decontaminare a fost studiata sunt:
studiul comportamentului la tratamentul cu IUL a sporilor de mucegai Cladosporium herbarum si de Aspergillus cinnamomeus, respectiv a celulelor de drojdie Candida mycoderma si de Saccharomyces cerevisiae;
supravietuirea sporilor de mucegai, respectiv a celulelor de drojdie in urma tratamentului cu IUL cu acelasi numar de impulsuri (aceeasi durata a tratamentului) pentru diferite densitati energetice;
supravietuirea sporilor de mucegai, respectiv a celulelor de drojdie in urma tratamentului cu IUL la aceeasi densitate energetica pentru durate diferite de tratament (numar diferit de impulsuri);
calculul valorilor D si z pentru tratamentele aplicate.
Pornind de la aceste obiective, indeplinite in totalitate, se pot formula urmatoarele concluzii:
Ø din toate graficele lgN = f (t) si fotografiile obtinute si prezentate in lucrare se observa reducerea semnificativa a numarului de spori supravietuitori pe unitatea de suprafata de material inoculat si tratat cu IUL cu cresterea densitatii energetice a tratamentului aplicat probelor de lucru pentru aceleasi durate ale tratamentului;
Ø valorile D obtinute scad cu cresterea densitatii energetice in cazul tuturor microorga-nismelor studiate:
pentru Cladosporium herbarum D variaza astfel: 28,75×10-3 s, 13,41×10-3 s, 9,72×10-3 s si 7,49×10-3 s;
9,65×10-3 s si 8,88×10-3 s;
pentru Candida mycoderma D variaza astfel: 2,465×10-3 s, 1,59×10-3 s si 0,878×10-3 s;
pentru Saccharomyces cerevisiae D are valorile: 5,12×10-3 s, 2,745×10-3 s, 1,7×10-3 s si 1,04×10-3 s.
Ø valorile z obtinute sunt urmatoarele:
pentru Cladosporium herbarum z = 0,90 J/cm2;
pentru Aspergillus cinnamomeus z = 0,96 J/cm2;
pentru Candida mycoderma z = 0,69 J/cm2;
pentru Saccharomyces cerevisiae z = 0,684 J/cm2.
De remarcat ca reducerea numarului de spori sau de celule supravietuitoare odata cu cresterea densitatii energetice aplicate la tratamentul cu IUL poate ajunge chiar la decontaminare completa.
Intrucat tratamentele aplicate sunt similare unui grup de microorganisme si rezultatele obtinute sunt destul de apropiate. Spre exemplu, in cazul sporilor de mucegai inoculati pe hartie-LDPE, chiar daca duratele tratamentului pentru Aspergillus cinnamomeus sunt mai mici, valorile D obtinute pentru ambele mucegaiuri sunt apropiate, ceea ce conduce la obtinerea unor valori z de asemenea apropiate. Aceeasi concluzie este adevarata si in cazul celulelor de drojdii.
Insa daca se compara comportamentul la tratamentul cu PL al sporilor de mucegai cu cel al celulelor de drojdie se pot formula concluzii interesante:
valorile D pentru celulele de drojdii sunt mai mici de circa 10 ori decat cel pentru spori de mucegai intrucat si durata tratamentului este mai mica (2-8)×10-3 s fata de (10-30)×10-3 s.
valorile z in schimb sunt destul de apropiate si consideram ca mai este necesara efectuarea de experimente pentru aceleasi microorganisme, in conditii de tratament apropiate dar si pentru alte microorganisme;
se poate totusi afirma ca celulele de drojdii, fiind vii, sunt distruse mult mai usor la actiunea PL decat sporii de mucegai; de aceea a fost necesara alegerea altor conditii de lucru constand atat in durate mai scurte ale tratamentului cat si in densitati energetice mai mici (la aceleasi conditii de lucru ca pentru sporii de mucegai se obtine decontaminare completa).
Datorita noului sistem de ambalare Tetra-Pak, produsele care pana acum erau atat de perisabile, pot fi pastrate cateva luni in ambalajele aseptice din carton, fara a se adauga conservanti, lucru foarte important pentru sanatatea noastra.
Acest tip de ambalaj este foarte util deoarece consuma mai putin material si pastreaza valorile nutritionale si gustul produselor.
Daca pana acum produsele perisabile trebuiau distribuite in conditii de refrigerare si livrarea se facea zilnic, ambalajul Tetra-Pak ofera produselor o perioada mai mare de valabilitate, lipsa necesitatii de refrigerare livrarile fiind astfel mai rare si prin urmare transportul devine mai economic si costurile de distributie mai mici.
Consider ca acest tip de ambalaj aduce beneficii atat producatorilor, distribuitorilor cat si consumatorilor prin proprietatile sale.
Bibliografie
Amarfi et al. (1996). Procesarea minima atermica si termica a produselor alimentare, Editura Alma, Galati.
Amarfi, R., Segal R., Turtoi M., Turtoi Gh. (1997). Fundamental aspects of ILP - drying of leafy vegetables. Proceedings of The Third Copernicus Meeting "Process Optimisation and Minimal Processing of Foods", 24-27 nov., Leuven, Belgia.
Amarfi R., Turtoi M., Turtoi Gh., Segal R., Baston O. (1998). Cercetari privind cinetica uscarii unor specii din grupa legumelor frunze aromate si condimentare. Abstracts. Symposium "50 years of University Level Education in Food Science", 16-18 oct. 1998, Galati, 370 p., Sectiunea III Echipamente in industria alimentara, p. 173-174.
Amarfi R., Turtoi M., Segal R., Turtoi Gh. (2000). Studies on the Intense Light Pulses Drying of Green Leaf of Parsley and Dill. The Annals of the University "Dunarea de Jos" Galati, Fascicle VI, Food Technology, ISSN 1221 - 4574, p. 23-29.
Amarfi R., Creanga C., Nicolau A., Covrig M., Turtoi M. (2003). Impulsuri ultrascurte de lumina: experimente si aplicatii in operatii de conservare, Lucrarile Simpozionului International Euro-aliment 2003, Galati, 23 - 25 octombrie.
Astrom, A. (1985). Aseptic processing. IUFoST Symposium on Aseptic Processing and Packaging of Foods, Lund Institute of Technology, Sweden, p. 139.
Bureau, G. si Multon, J.L. (1989). L'emballage des denrées alimentaires de grande consommation, Technique & Documentation, Lavoisier, Paris, France.
Burton, H. (1988). Ultra-High-Temperature Processing of Milk and Milk Products, Elsevier Applied Science Publishers Limited, Essex, England.
Dan, V. (2001). Microbiologia produselor alimentare, Editura Alma, Galati.
Deimel, G. (1989). Aseptic carton packaging on the basis of prefabricated carton sleeves. In Aseptic Packaging of Food, H. Reuter (Ed.), Technomic Publishing Company, Inc., Lancaster, Pensylvania, cap. 4.3.
Dunn, J.E. , Ott, Th., Clark, W. (1995). Pulsed - Light Treatment of Food and Packaging, Food Techn, nr. 9, p. 95-98.
Levon, A.V. (1990). Efect bovdeistvia lazernovo izlucenia na proizvodstvenuiu microfloru hlebopecenia, Piscevaia tehnologhia, nr. 2-3, pag. 123-124.
Mertens, B., Knorr, D. (1992). Developments of Nonthermal Processes for Food Preservation, Food Techn., nr. 5, pag. 126-133.
Mittendorfer, J., et al. (2002). Decontamination of food packaging using electron beam - status and prospects, Radiation Physics and Chemistry, 63, 833-836.
Nederita, V. 1995 - Studii privind imbunatatirea operatiilor si a instalatiilor din industria alimentara prin utilizarea impulsurilor ultrascurte de lumina de intensitate inalta, Teza de doctorat, Universitatea 'Dunarea de Jos', Galati.
ANEXE

fig.1 Componentele tetra-pak-ului fig.2 Tetra Classic si Tetra Classic Aseptic


fig.3 Tetra Brik si Tetra Brik Aseptic fig.4 Tetra Prisma Aseptic
fig.6 Tetra Fino Aseptic


fig.5 Tetra Wedge Aseptic fig.7 Tetra Rex

fig.8 Tetra Recart
|
|